Hogyan kell élesíteni egy fémfúrót otthon?

Bármilyennek is bizonyul a fúró - akár jó minőségű is - több száz fúrási ciklus után tompább lesz, elveszti a gyárilag a terméknek adott tökéletes élezést. Nem fog tökéletes, nem rongyos lyukat fúrni, amíg a fúrót vissza nem élezi az eredeti élességre.
Mikor érdemes élesíteni?
Fúrók élesítésére a következő esetekben van szükség.
- A mag segítségével megjelölt pontról leugrik.
- Amikor a leendő lyuk megjelölése nélkül próbálunk fúrni, a fúró nem a hegy hegyével ragad meg a kiválasztott ponton, hanem "sétál", akármilyen keményet is csinál a mester.
- Fúrás közben verés, kopogás, zaj hallható, ami nagyfrekvenciás csörömpöléssé válik. A kopogás és a vibráció meglazítja a fúrót (vagy ütvefúrót). A tompa fúrók által megtört mechanikán új, csak vásárolt fúróval nem lehet fúrni: ettől gyakran eltörik egy új fúró.
- Túlmelegedés még egy perc folyamatos működés után is. A gyorsacél túlmelegedése szilárdsági tulajdonságainak (szívósság, keménység) elvesztéséhez vezet, és a termék csak fa megmunkálására lesz alkalmas, fémre nem.
- A fémrészecskék elszakadnak, a spirális forgács eltűnik.
Ha egy vagy több jelet talál, azonnal hagyja abba a fúrást, és ellenőrizze a hegy és a spirálélek élességét.

Szükséges eszközök
A kiválasztott szerszámok bármelyikének, beleértve az elektromos motorral felszerelteket is, acéltermékeket (kés, fúró, olló stb.) meg kell élezni. A második követelmény az, hogy a fúrót a folyamat során meg kell élesíteni. Az, hogy a fúró milyen gyorsan és hatékonyan élesedik, attól függ, hogy a csúcs széleitől a felesleges acélréteg szükséges csiszolási szöge be van-e állítva, és milyen sebességgel tolja a terméket a csiszolókorong felé. A gépesített élezőszerszámok lehetővé teszik, hogy néhány perc alatt működőképes állapotba hozza a 3-19 mm átmérőjű fúrót. A csigafúrókat speciális vagy hagyományos gépeken élesítik villanymotorral és egyszerű előtoló rendszerrel. Egy ilyen gép önállóan összeszerelhető egy garázsban - nincs szükség professzionális gépek vásárlására; gyakran a fúrópont egyengetését reszelővel, élezőkővel vagy körrel egyengetik.



bolgár
A mesternek az elektromos hajtáson kívül szüksége lesz egy satura, amelybe az esztergált terméket rögzítik.
A csiszolókorong szemcsemérete úgy van megválasztva, hogy szabad szemmel ne lássák a fémet csiszoló üvegmorzsa szemcséi által hagyott mikrobarázdákat.

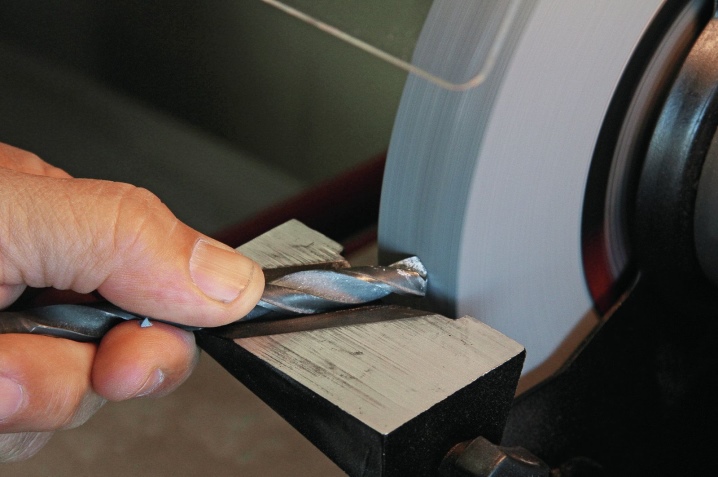
A fúró csiszolóval történő forgatásához tegye a következőket:
- rögzítse a fúrót függőlegesen egy satuba;
- csiszolja meg a hátsó élt, hogy eltávolítsa a kopás jeleit;
- csiszolja meg a vágóélt 120 ° -os szögben.
Ne tartsa folyamatosan a fúrószárat két másodpercnél tovább. A rövid munkamenetek során vékony, 1 mm-nél jóval kisebb ötvözetrétegeket távolítanak el a munkaélről. A fúró ismét használatra kész.

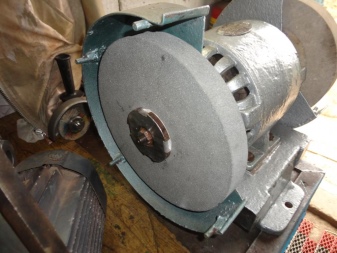
Élesítő
A köszörűt használati sebessége, mobilitása különbözteti meg, de a mester sérülésveszélyesen fizet az esztergálásért a segítségével. Még ha védőburkolatot is teszünk a darálóra, fennáll annak a lehetősége, hogy a tárcsa megreped, a szerszám rövid akadozással vezet másodpercenként több ezer fordulatszámmal. Az élező csökkenti a sérülések kockázatát magának a gépnek a merev rögzítése miatt. Ha az élezési szöget nem lehet meghatározni, akkor műanyag sablont alkalmazunk, amelyet a köszörülés megkezdése előtt felhordunk a csiszolandó felületre. Hogy a tartó ne menjen oldalra, csavarral rögzítjük. A fúró élezőre való kapcsolásához tegye a következőket.
- Pattintsa be a fúrót a tartóba, és kapcsolja be a gépet.
- Mozgassa a vágóéleket a csiszolókoronghoz 120°-os szögben.
- Ha bevágások és horpadások vannak a fúrón, köszörülje le azokat minden oldalról. Megzavarják a termék és a fúrás beállítását, aminek következtében az utóbbi szükségtelenül rezeg.
A nagy átmérőjű csiszolófúrók a megnövekedett összhőteljesítmény miatt az acél túlmelegszik, nagysebességűből hagyományossá válik, más acélok fúrására alkalmatlan.


Fúrófej
A fúrószár lehetővé teszi a fúrók fémhez való köszörülését. A cselekvési séma a következő.
- Szerelje fel a hagyományos fúrókhoz való adaptert a fúróra. Egy egyszerű elektromos fúrógépen valószínűleg nem lesz szükség rá.
- Szereljen be egy fúrót a kívánt átmérőjű furatba.
- Indítsa el a fúrót, és köszörülje meg a fúrót az egyik oldalon.
- A második vágóél elfordításához fordítsa el a fúró másik oldalát ugyanabból a végéből.
A fúró csak kissé tompa fúrót élesít meg.
A vágóélen horpadásokkal és bevágásokkal rendelkező termék nem élezhető fúróval.
De a viszonylag alacsony költség miatt - más szerszámokhoz képest - a fúrók fúvókán történő esztergálása olcsó.




Fájl vagy fájl
A reszelő nem alkalmas gyorsacél feldolgozására, amelyet a többi acélfajtához képest megnövekedett keménység jellemez. Durva vagy gyémánt bevonatú kövek használatakor nehéz kézzel tartani a kívánt élezési szöget. Használjon motoros élezőeszközöket.

Technológia
A fúró kiváló minőségű élezéséhez bizonyos eszközökre van szükség. Nem számít, hogy kicsi vagy nagy fúróról van szó - a technológia ugyanaz: a fő munkát a végén lévő vágóélek végzik, az oldalsó spirálélek pedig a fúrt lyukat igazítják, a forgácsot a spirálcsatornákba terelve.

A fúró élesítésének legegyszerűbb módja a hüvely, amelynek belső átmérője megegyezik a fúró szakaszának átmérőjével. A hüvely szilárdan rögzítve van a kívánt szögben. A következő módon van kiválasztva - a fúrónak egyértelműen és nagy erőfeszítéssel be kell lépnie a sablonba, anélkül, hogy akár egy fokot is eltérne. Ha a fúró eltér, az incizális élek nem fognak pontosan visszanyerni, és ennek következtében munka közben "járni" fog. A hüvely színesfém csövekkel kiegészíthető, amelyek belső átmérője megegyezik a termék átmérőjének leggyakoribb értékeivel.

Különösen hozzáértő mesterek utólag szerelik fel ezt a készüléket egy fatömbbel, amelyet különböző átmérőjű fúrókkal fúrnak meg.
A sablon egy praktikus eszközt tartalmaz, amely megkönnyíti a fúró élesítéshez a köszörűkoronghoz való adagolását, és nem engedi, hogy a termék az ellenkező irányba mozduljon el. Minél keményebb fafajtából készül a rúd, annál pontosabban van beállítva a szög: például a mester tölgyfa rudat használ a fúró adagolásához, míg élezéskor a fúró lengése kizárt. . A gép - például ugyanaz a fenőkő - házilag is elkészíthető: a lényeg, hogy a fenőkő ne legyen középre állítva, ne rezegjen működés közben.

Helyes szög
A szöget az acél vagy más fém (vagy ötvözet) típusa határozza meg, amelybe a lyukakat fúrják. Minél kisebb a fém vagy ötvözet keménysége, annál nagyobb az élezési szög. Tehát az acél, öntöttvas és bronz esetében, amelyekből a munkadarabokat fúrni kell, az élezési szög eléri a 120 ° -ot, a műanyag és a lágy alkálifémek, például a magnézium - 85 °.


De az üveg- és porcelán kőedényeknél a szög még durvább - 135 °, ugyanez szükséges a lágy bronz- és alumíniumötvözetekhez.
Bármely fafajhoz 130 ° szükséges. 115° elegendő a rozsdamentes acélhoz. Az a helyzet, hogy egy könnyen engedhető fém rövid időn belül több forgácsot képez, túlzott súrlódás lép fel, a fúróhegy jobban és gyorsabban felmelegszik. A túlzott hő pedig tompítja – még az edzett acél is, amelyből a fúró készül, hevítéskor megedződik. A termék acélja elveszti keménységét, és inkább tompulni kezd.

Hibakeresés
Házhoz hozhat egy újjáépíthető fúrót speciális köszörűkorongokon, amelyek kombinálják a gyorsacél durva köszörülését a finomszemcsés csiszolóval. Ezek a lemezek viszonylag puha töltőanyagot tartalmaznak, amely kiküszöböli a munka során keletkező durva karcolásokat, bevágásokat és kivágásokat. A vágóélek alakjának megváltoztatása nélkül eltávolítják őket. Ezeket a tárcsákat köszörűre vagy fúróra helyezik, a fúrót pedig külön bilincsre vagy satuba rögzítik. Ha a kerekekkel végzett feldolgozás durvának bizonyult, magát a terméket egy forgó csiszolókoronggal őrlik.

Vizsgálat
A helyes élezés gyors ellenőrzése egy speciális sablon segítségével érhető el, amely méri a vágóélek hosszát, a hegy elhelyezkedését, a fúró kimeneti csatornáinak ferde szögét és a hosszirányú szög értékét. él.

Undercut
Ha a mester 10 mm-es fúrója fénytelen, akkor a terméket a vezetőél oldaláról élesítik. A feladat a vágóél szögének növelése és az elülső él ferdeségének csökkentése, a keresztél szűkítése.
Ez utóbbi lehetővé teszi a munkadarabon lévő fém vagy ötvözet aktívabb kaparását a furat közepén.
Ez megakadályozza a legkisebb acélszemcsék felgyorsult törését a hegyről, ami azt jelenti, hogy meghosszabbítja a fúró élettartamát, gyorsabb és több fúrást tesz lehetővé. Ezenkívül a terméket kis hasszögben köszörülik, ami csökkenti a súrlódási erőt a vágott furatokban.


Ajánlások
A közönséges fúrókat saját kezűleg élesítik egy egyszerű élezővel, egy nagy csiszolótárcsával ellátott fűrésszel, egy köszörűvel vagy egy fúvókával ellátott fúróval. De a koronákhoz speciális gépre lehet szükség. A tény az, hogy a koronának van egy tengelye - a fő fúró, amely egy közös termék. Ha pedig egyszerű módon élez, akkor a korona fogazott, fűrészszerű éle gépi körülményeket igényel. Ugyanez igaz a kúpos fokozatú fúrókra is.

Védőburkolat és szita nélkül ne élesítsen fúrókat - az acélpor szétszóródása veszélyes a szemre. A többszörös szemkárosodás, a forgácsokkal való eltömődés nehézségekkel jár az eltávolításukban.
A legrosszabb esetben a sós környezetben rozsdásodó acél mérgezése miatt az ember könnyen elveszíti azt. Ügyeljen arra, hogy sisak nélkül ne fúrjon bele a mennyezetbe - a lehulló forgács védtelen szemekbe is kerül.
Állítsa be a megfelelő szöget az alávágáshoz. A túl "lapos" fúró nem fúr acélt, túl "meredek" - fa, alumínium, bronz, magnézium, műanyag. A helytelen szög miatt a fúró megmozdul és a furat elmozdul, vagy elakad és eltörik.
Ne fúrjon közönséges gyorsacéllal üvegbe, porcelán kőedénybe, gránitba, kerámiába, nagy szilárdságú agyagba. Ezeknél az anyagoknál van egy úgynevezett nyeremény. A Pobeditovy ötvözet erőssége jelentősen meghaladja a gyorsacélt. Ne próbálja átfúrni az edzett üveget - az azonnal összeomlik.
Ne élesítsen győztes fúrókat sima csiszolt és üvegezett kő körökkel. - ezekhez a termékekhez van egy gyémánt, mint azok a körök, amelyekkel követ, téglát és edzett acélt vágnak. Győztes fúrókat csiszoljon alacsony sebességgel.

Fordítás közben ne melegítse túl a fúrót - a túlhevült acél megedződik és észrevehetően rosszabb lesz. Nem lesz többé se edzett, se nagy sebességű (instrumentális).
Ne hűtse vízben vagy más hideg folyadékban a vörösen izzó cizellált fúrószárat - az éles hűtés következtében mikrorepedések keletkeznek rajta. A munkadarab első fúrási kísérletekor a termék azonnal eltörik.
Fordulás közben ne térítse ki a fúrót. A legkisebb gondosság - akár egy fokkal is - egyenetlen forgáshoz, vibrációhoz vezet, ami eltöri magát a fúrót és meglazítja a sebességváltót és a fúrómotort.
A vágóélek hossza 0,3 mm-ig eltér egymástól. Ez a korlátozás kis átmérőjű fúrók esztergálásakor figyelhető meg.

A munkadarab hossza nem lehet kevesebb, mint egy centiméter. Ha a fúró félbetörik, és a vágási terület egy része kidobódik, akkor ne köszörüljön olyan fúrógépet, amelynek munkarésze most kevesebb, mint egy centiméter.
A keményfém hegyű fúrók (pl. Pobedit, gyémántvégű) élezése ugyanazokkal a szerszámokkal történik, mint az azonos anyagokból készült tömör fúrók.
Hogy milyen egyszerű a fúró élezése, lásd alább.













A megjegyzés sikeresen elküldve.