Minden, amit a fafúrókról tudni kell

A tollfúró, amellyel adott átmérőjű furatot készíthet, az egyik legkeresettebb szerszám, amelyet az asztalosok, ácsok és más, különféle anyagokkal dolgozó mesteremberek kedvelnek. A fúró nagy termelékenységi aránnyal rendelkezik, és lehetővé teszi, hogy gyorsan készítsen különböző átmérőjű kerek furatokat a megmunkált munkadarabban. A munka nem csak fa alkatrészeken végezhető, hanem gipszkarton, különféle műanyagok, MDF és forgácslap feldolgozására is használható. A toll típusú fúrószerszám szerkezeténél fogva egy hosszúkás testű rúd alakú, amelynek végén egy vágó kiterjesztett hegy és egy kis kúp alakú kiemelkedés található.



Sajátosságok
A fafúró egy munkatestből és egy farrészből áll. A fúrási folyamatot a munkadarab végzi, amely úgy néz ki, mint egy lapos, de élesen kihegyezett kis penge. A penge végén, szigorúan a közepén van egy kis kúp alakú kiemelkedés, amely a munkadarab anyagában a jövőbeni lyuk középpontjának megjelölésére szolgál. A tollszerszám kiszélesített pengéi éles élekkel rendelkeznek a szerszám mindkét oldalán, a kúpos párkányhoz képest.
Az oldallapátok szögben vannak élezve, amelyek dőlése jobbra történik.


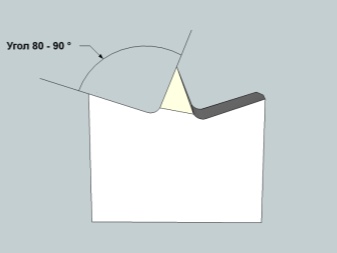
A fúráshoz használt tollszerszámok egy munkaoldallal vagy két vágófelülettel készülnek. Az egyoldalas tollfúró 75-90°-os vágási szöget vág a munkadarab anyagán, míg a kétoldalas szerszámmodell 125-135°-os szögben vág.

A tollfúrók gyártása során a gyártóüzemek betartják a munkalap szélessége és vastagsága közötti ellenőrzött arányokat. Például, 5-10 mm átmérőjű szerszám esetén a munkadarab vastagsága 1-2 mm. A 10-20 mm átmérőjű fúrók munkadarab vastagsága 2-4 mm. Ha a tollfúró átmérője nagyobb, mint 20 mm, a penge vastagsága 6-8 mm lesz.



Méretek (szerkesztés)
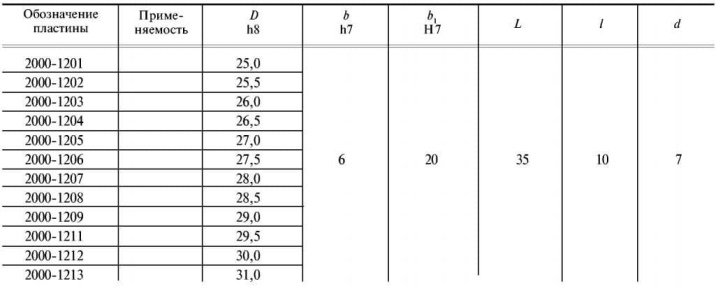
Tollfúróval 5-60 mm átmérőjű furatok készíthetők. Bizonyos típusú munkák elvégzéséhez a kézművesek egy bizonyos méretű fúrót választanak, de szükség esetén megvásárolhatja a legkeresettebb átmérőjű szerszámokat - 25 és 35 mm, valamint 40, 50 és 60 mm. Az ilyen paraméterekre leggyakrabban a famegmunkálással kapcsolatos különféle problémák megoldására, valamint bútorok vagy egyéb asztalosipari termékek gyártása során van szükség. Ha a készítendő furat átmérője nagyobb, mint 60 mm, akkor más típusú vágószerszámot kell használnia - egy kör alakú koronát, mivel a magfúró ebben az esetben nem tud nagyobb területet feldolgozni, mint átmérője.
A fúráshoz használt toll szerszám mérete 150 mm, és a munkarésszel szemben lévő végén a rúdtest hatszög alakú megmunkálása van.
Ez lehetővé teszi a fúró rögzítését egy csavarhúzó vagy fúró tokmányába, valamint speciális hatlapú adapterek használatát az állítható fúróhosszabbításhoz. Kialakításának egyszerűsége ellenére a tollas fúrószerszám számos pozitív tulajdonsággal rendelkezik, és kiválóan teljesít a rábízott feladattal.


Feldolgozási lehetőségek
A nagy átmérőjű lyukak készítésére szolgáló fúró kiválasztásakor a professzionális asztalosok és azok, akik szeretik a fatermékeket saját kezűleg készíteni, az irányítja, hogy milyen típusú lyukat kell készíteniük. A fában vagy műanyagban lévő lyukak a következő típusúak.
- Végtől végig - vagyis a lyuk a munkadarab anyagának teljes vastagságán átmegy. Az ilyen lyukakba különféle menetes elemeket helyeznek be. Ezek lehetnek csapok, csavarok. Ezen túlmenően, átmenő furat készítése nélkül, lehetetlen ajtókilincseket vagy zárakat felszerelni. Ezenkívül a perforációt széles körben használják bútorszerkezetek gyártásában.

- Süket - a furat csak egy bizonyos mélységen halad át az anyagban, anélkül, hogy a munkadarab hátoldaláról lenne kijárat. A vakfuratokat ajtózsanérok felszerelésére készítik, vagy bútortermékeken használják belső ajtónyitás-záró rendszer felszerelésére, valamint kilincsek vagy zárak felszerelésére.

Egyes esetekben a tollfúró helyettesíti a tárcsás vágót, amellyel nagy és kis átmérőjű lyukakat is készítenek, de a fúróval ellentétben több nagyságrenddel többe kerül.
Ha a munka egyszeri, és a fúró átmérője illeszkedik a szükséges furatátmérőhöz, akkor nincs értelme drága felszerelést vásárolni, mivel a fúráshoz megfizethető tollszerszám használatával kiléphet a helyzetből.
A tollfúró alkalmas elektromos fúrókhoz és akkumulátoros csavarhúzókhoz is, egyszerűen a szerszámok tokmányához rögzítve.

Kiválasztási tippek
A modern hardverüzletekben hatalmas választék található a tollfúró modellekből, amelyek a gyártó márkájában és költségében különböznek a termék minőségétől függően. Ennek az eszköznek a kiválasztásakor figyelnie kell a következő legfontosabb paraméterekre.
- A forma arányossága - a fúró munkarészén a központi kúpos párkányhoz képest két élezett penge található. A termék mindkét részének szimmetrikusnak és azonos szögben élezettnek kell lennie. Nem lesz felesleges ellenőrizni, hogy a szerszám megfelel-e a csomagoláson feltüntetett fúróátmérőnek, ez különösen igaz a kínai gyártmányú termékekre.
- Élezési minőség - a fúró vágópengéinek munkarészének jól élezettnek, forgácsolástól, forgácsolástól mentesnek és a műszaki előírásoknak megfelelőnek kell lennie. A fúró a gyártás során automatikusan élesedik, és tökéletesen laposnak tűnik.
- Hibák - a vásárolt szerszámot alaposan meg kell vizsgálni, hogy vannak-e rejtett hibák, amelyek mind a termék munkafelületén, mind a rúdtestén lehetnek. A gyárilag gyártott fúrón nincs deformáció, karcok, forgácsok, kopások és rozsdanyomok.


Annak érdekében, hogy ne tévesszen el a fúráshoz használt tollszerszám kiválasztásával, és valóban jó minőségű és megbízható terméket vásároljon, a szakértők azt tanácsolják, hogy fordítsanak figyelmet a fém színére, amelyből áll. A legtartósabb fúró fémje mély sötét színű, amelyet az anyag a felületének forró gőzzel történő feldolgozása során nyer.
Ez a fajta edzés megerősíti az acélötvözetet, és ellenállóbbá teszi a mechanikai igénybevétellel szemben.
Ha a fúró acél sötét ezüst árnyalattal rendelkezik, ez azt jelzi, hogy a szerszámot nem végezték el további feldolgozásnak, ami azt jelenti, hogy kevésbé védett a mechanikai igénybevételtől, és keménysége alacsonyabb, mint egy sötét színű analógé.

Egyes tollfúrók jellegzetes arany színűek és fényes felülettel rendelkeznek. Egy ilyen eszköz láttán tudnia kell, hogy a gyártó felületét titán-nitrid bevonattal kezelte. Ez a bevonat jelentősen meghosszabbítja a fúró élettartamát, megőrzi vágási tulajdonságait működés közben, és a titán védi a fúró felületét a mechanikai sérülésektől is. A titán tollfúróval különösen tartós anyagokkal dolgozhatunk, ha adott átmérőjű lyukakat készítünk bennük, miközben a fúrót nem kell rendszeresen állítani vagy élezni – ezt sokkal ritkábban kell megtenni, mint a hagyományos tollfúróknál. bevonat nélküli acélötvözetekből készült.


Működési szabályok
A perforált fúróval végzett munka során a legnagyobb hatékonyság elérése, valamint a működési időtartam meghosszabbítása érdekében a következő szabályokat kell betartani.
- A fafelületeken lévő lyukak fúrásával kapcsolatos munkát alacsony fúrási sebességgel kell elvégezni, legfeljebb 300-450 fordulat / perc jelzővel. A szabályt be kell tartani - minél vastagabb a fúró átmérője, annál kisebbnek kell lennie a forgási sebességének. Ez a megközelítés jobb eredményeket tesz lehetővé, és megakadályozza a fúró deformálódását.
- A tollfúróval végzett munka elvégzéséhez a legalkalmasabb az elektromos fúró, amely képes beállítani a teljesítményét, míg a csavarhúzó nem mindig tudja megadni a kívánt erőt és forgási sebességet a fúró számára.
- Ha a fúró szabványos hossza egyértelműen nem elegendő a nehezen elérhető helyeken történő furat készítéséhez, akkor ehhez speciálisan kialakított adaptert kell használni, amelyet az elektromos fúró tokmányába kell rögzíteni.
- A fúrási munka megkezdése előtt gondosan meg kell mérni a munkadarab munkafelületének metszetét, és körvonalazzuk a fúró munkavégzésének helyét, vagyis azt a pontot, ahol a kúp alakú kiemelkedése beépül - ez lesz a fúró középpontja. a szerszám működése közben végrehajtandó kör. Ezenkívül a fúrót a munkasíkhoz képest kell felszerelni, csak 90 ° -os szöget betartva.
- Javasoljuk, hogy a fúrási folyamatot az elektromos fúró alacsony fordulatszámával kezdje, fokozatosan hozzáadva, ahogy a fúró mélyebbre kerül a munkadarab anyagába. Ha a fúróhoz fordulatszámot ad, a fúró könnyebben átmegy az anyagon, és megvédi a fúrómotort a túlmelegedéstől. Ha észreveszi, hogy a magfúró elérte a kívánt mélységet a munkadarab anyagában, a fúrási folyamatot le kell állítani.


A munkadarabon lévő lyuk elkészítése után a résén belül, ha nincs átmenve, sok hulladékanyag gyűlik össze forgács formájában.
Ezeket el kell távolítani, és ezt nem csak a teljes munkaciklus végén lehet megtenni, hanem a végrehajtás során is - amint észreveszi, hogy sok chip halmozódott fel.
Ehhez a fúrást leállítjuk, a forgácsot eltávolítjuk a furatból, majd a fúrógépet ismét bemerítjük a kialakított mélyedésbe, és folytatjuk a fúrást a kívánt mélységig.


Hogyan kell élesíteni?
Mint minden működő fúrót, a tollszerszámot is időről időre meg kell élezni, mivel a fúrás során a pengék a termék munkarészénél jelentősen eltompulnak, és már nem tudnak pontos lyukakat készíteni. Ez bonyolult technológiák alkalmazása nélkül is megtehető - a toll formájú fúró élesítését közönséges lapos reszelővel vagy kis csiszolókoronggal ellátott géppel végezzük. A szerszám esztergálásakor fontos megőrizni a vágópenge szögét, valamint a fúró munkarészének vágóéleinek alakját. Ezenkívül fontos, hogy a kúpos kiemelkedés szigorúan a szerszám közepén legyen.

Az a tény, hogy a kúpos rész bármely eltérése elkerülhetetlen a munkavégzés során, ami azt eredményezi, hogy az ilyen fúró által készített furat központosítása megsérül.
Ha a munka során a fúrószerszám erősen deformálódott, akkor speciális felszerelés nélkül nem tudja teljesen visszaállítani geometriai arányait.Ezért a folyamatba fordított idő és erőfeszítés, ha kézzel szerkeszti a fúrót, nem fogja kifizetődni - egy ilyen eszköz már nem alkalmas a munkára, ki kell dobni. A tollfúró költsége nem olyan magas, ezért ilyen helyzetben a legegyszerűbb, ha új terméket vásárol magának.


Az Irwin Blue Groove márka áttekintését lásd alább.













A megjegyzés sikeresen elküldve.