Mindent a csavarvágó esztergagépekről

Ha mindent tudunk a csavarvágó esztergagépekről, akkor nagyon hasznos otthoni műhely vagy kisvállalkozás megszervezéséhez. Meg kell érteni az eszköz jellemzőit, a fő egységekkel és a CNC-s és anélküli gépek rendeltetésével. Az általánosságon túlmenően tanulmányoznia kell az univerzális asztali modelleket és egyéb lehetőségeket, valamint a velük való munkavégzés sajátosságait.
Ami?
Bármely csavarvágó esztergagépet acél, öntöttvas és egyéb munkadarabok feldolgozására tervezték. Ezt az eljárást a szakemberek vágásnak nevezik. Az ilyen eszközök lehetővé teszik az alkatrészek csiszolását és csiszolását. Sikeresen kialakítják a hornyokat és kidolgozzák a végeket. A csavarvágó eszterga célja továbbá:
- fúrás;
- süllyesztés;
- nyílások és járdák kiépítése;
- számos egyéb manipuláció elvégzése.
A készülék általános elve rendkívül egyszerű. A megmunkálandó munkadarabot vízszintesen rögzítjük. Egy adott pillanatban forogni kezd. Ezzel a mozdulattal a vágó eltávolítja a felesleges anyagot. De a leírás látszólagos egyszerűsége nem engedi figyelmen kívül hagyni a végrehajtás meglehetősen bonyolultságát.


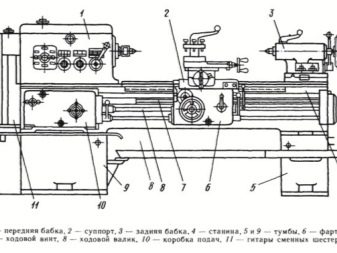
Egy csavarvágó eszterga csak akkor működhet magabiztosan, ha nagyon óvatosan, jól összeillesztett elemekből van összeállítva. Az ilyen készülékek rendszerének fő csomópontjai a következők:
- támogatás;
- makacs nagymama;
- ágy;
- orsófej;
- elektromos rész;
- futótengely;
- fogaskerék-gitárok;
- a bejelentésért felelős rovat;
- ólomcsavar.
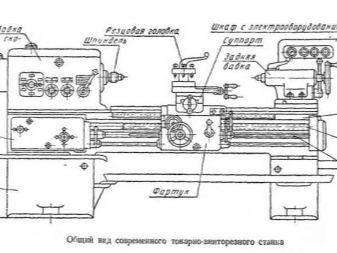
A tipikus alkatrészeken alapuló meglehetősen kalibrált szerkezet ellenére az egyes gépek nagyon eltérőek lehetnek. Sok múlik a pontosságon a működés során. Az orsó (más néven elülső) fejrész megakadályozza a megmunkálandó munkadarab mozgását. Az elektromos hajtásból forgó impulzust is továbbít. A belső részben van elrejtve az orsószerelvény - valójában miért is nevezik így.
Tartós, hátul is, fejtartó lehetővé teszi a munkadarab rögzítését. A szán feladata a szerszámtartó (magával a munkaszerszámmal együtt) mozgatása a gép tengelyéhez képest hossz- és keresztirányú síkban. A féknyereg blokk mindig nagyobb, mint a többi alkatrész. A vágótartót a készülék kategóriájának megfelelően választjuk ki.
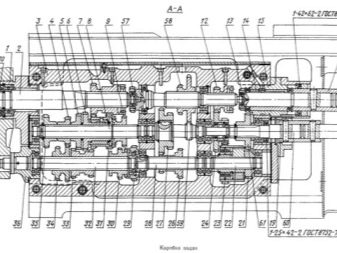
A sebességváltó befolyásolja az impulzus átvitelét minden alkatrészre, és így általában a rendszer működését.


Az ilyen dobozok beépíthetők a fejtartó testébe, vagy elhelyezhetők a karosszéria különálló részein. A tempót lépésenként vagy folyamatos üzemmódban állítják be, amelyet a tervezés árnyalatai határoznak meg. A doboz fő ható láncszeme a fogaskerekek. Tartalmaz még egy ékszíjas hajtóművet és egy villanymotort hátramenettel. Ezen kívül érdemes megemlíteni a tengelykapcsolót és a sebességváltó fogantyúját.
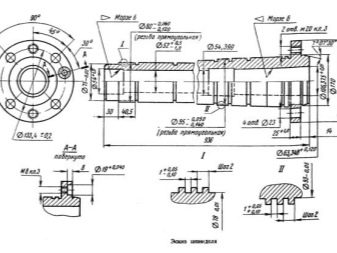
Az orsó rendkívül fontos elemnek tekinthető. Ez egy műszaki tengely konfigurációjú alkatrész, és egy kúpos csatornával rendelkezik az alkatrészek rögzítésére. Minden bizonnyal erős és tartós, mert válogatott acélötvözetből készült. A tradicionalista megközelítés magában foglalja a rendkívül pontos gördülőcsapágyak használatát az orsóelem kialakítása során. A végén egy kúpos üregre van szükség egy rúd elhelyezéséhez, amely néha kiüti a központi részt.
A csavarvágó eszterga ágyát öntöttvasból öntéssel nyerik. A hornyok kidolgozásához szükség szerint használjon jelölőeszközt, szerszámokat, vágószerszámokat és egyéb eszközöket. A vezérlőegységek különféle kulcsokat és fogantyúkat tartalmaznak, beleértve azokat is, amelyek lehetővé teszik a féknyereg beállítását. A CNC-vel szerelt modellek bonyolultabbak, mint a klasszikusok, de ezek számára elérhetetlen manipulációkat is el tudnak végezni, és esetenként kezelői segítség nélkül is működnek. Érdemes hangsúlyozni a kötény szerepét - benne olyan mechanizmusok vannak, amelyek a csavarszerelvény és a műszaki tengely forgását a tartószerkezet előrefelé történő mozgásává alakítják.

Faj áttekintés
Tömeg szerint
A csavaros eszterga használható helyi magánvállalkozásokban, háztartási igényekre. Az ilyen modellek általában viszonylag könnyűek. A nagy és nehéz járműveket elsősorban ipari termelésre tervezték. Az 500 kg-nál nem nehezebb eszközök könnyűnek minősülnek.
A közepes méretű berendezések fontos szerepet játszanak az iparban. Súlya eléri a 15 000 kg-ot. A legnagyobb ipari minták tömege 15 és 400 tonna között van. Ebben az esetben általában nem tapasztalható nagy pontosság, mert a tűréshatárok már nem olyan jelentősek.
Nagyon erős berendezéseket telepítenek nagy gyárakban és gyárakban, de a háztartási szegmensben nem használják.


Az alkatrész maximális hosszával
Alapvetően a könnyű gépek legfeljebb 50 cm átmérőjű alkatrészekkel működnek együtt. A közepes szintű berendezések akár 125 cm hosszú munkadarabokat is képesek kezelni. A leghosszabb alkatrész hosszát a gép középpontjai közötti távolság határozza meg. Azonos keresztmetszet mellett a gépek képesek hosszú és viszonylag rövid szerkezetek megmunkálására is. A legnagyobb átmérőjű részek eloszlása különösen nagy - 10-400 cm, ezért nincsenek univerzális gépek, amelyek bármely szakaszú munkadarabokkal dolgoznának.


Teljesítmény szerint
A csavarvágó berendezések osztályozásának fontos pontja a műszaki termelékenység. Szokásos eszközöket hozzárendelni:
-
kisüzemi termelés;
-
közepes méretű sorozatok;
-
nagyszabású szállítószalag gyártás.
A csavarvágó eszterga márkái meglehetősen változatosak. Sok országban gyártják őket. Ezenkívül a berendezések egy részét a Szovjetunió időszaka óta aktívan használták, és még nem veszítették el relevanciáját. A technika leírásának megismerésekor fontos megtudni, hogy asztali vagy padlóra szerelhető-e, mik a telepítés jellemzői általában. Ami a CNC gépeket illeti, ez gyakorlatilag nem jelent alternatív megoldást - még otthoni használatra is rendkívül ritkán használnak "tisztán kézi" berendezéseket.


Top modellek
Az áttekintést célszerű ezzel kezdeni "Kaliber STMN-550/350"... Bár egy ilyen eszköz könnyű, kompakt testében meglehetősen komoly lehetőségek rejlenek. Az utasításoknak megfelelően összegyűjtve és konfigurálva garantálhatja a munka pontosságát. Minden 50 üzemóra után műszaki szervizre van szükség. Főbb jellemzők:
- a középpontok közötti távolság 35 cm;
- a munkadarab ágy feletti szakasza 18 cm-ig;
- teljes tömeg 40 kg;
- a fordulatok száma - 2500 percenként;
- gumi lábak az alapkészletben;
- műanyag fogantyúk;
- Morse kúp 2. sz.



Egyszerű fémmegmunkáláshoz használhatja a Kraton MML 01 gépet is. Ez a készülék rendkívül karbantartható. A probléma a műanyag fogaskerekek használata. Öntöttvasra cserélve nem kell félni a gondatlan használat következményeitől. A középpontok között 30 cm távolság lesz, a készülék tömege pedig 38 kg; 50-ről 2500-ra 60 másodperc alatt fejlődik.
A Kraton termék a fém mellett műanyagra és fára is alkalmas. A tervezők háttérvilágítást biztosítottak. A cserélhető fogaskerekek készlete lehetővé teszi a metrikus menetek vágását. A forgószánnak köszönhetően az alkatrészek kúpos élezése elérhető.
A keresztcsúszda útja 6,5 cm.


Alternatíva a "Corvette 402". Ez egy tisztességes könnyű esztergagép, különösen jó minőségű alkatrészekkel. Az egyfázisú motor teljesítménye 750 W. A középpontok közötti hézag 50 cm. A munkadarab ágy feletti metszete 22 cm, a készülék tömege 105 kg; percenként 100-1800 fordulatig tud fejlődni 6 különböző sebességi módban.
Sajátosságok:
- az elektromos motor aszinkron séma szerint készül;
- az orsó torziójának hátoldala biztosított;
- a mágneses indítónak köszönhetően az áramszünet utáni spontán bekapcsolás kizárt;
- a készülék raklappal van felszerelve;
- az orsó kúpja a Morse-3 séma szerint készül;
- 1 menetben akár 0,03 cm-t is csiszolhat;
- a kereszt és a forgó féknyergek mozgása - 11 és 5,5 cm;
- orsó radiális kifutása 0,001 cm.



Proma SKF-800 tisztességes megoldásnak tekinthető egy otthoni workshop megszervezésére is. A modellt úgy tervezték, hogy nagyon nagy alkatrészekkel dolgozzon. Egy pár háromfázisú motor nagy nyomatékot biztosít. Főbb paraméterek:
- fordulási hossz 75 cm;
- munkadarab átmérője az ágy felett - 42 cm;
- teljes tömeg 230 kg;
- orsó 2,8 cm átmenő furattal;
- hüvelykes menet 4-120 szál;
- metrikus menet elérése 0,02-0,6 cm között;
- tollvonás - 7 cm;
- áramfelvétel - 0,55 kW;
- üzemi feszültség - 400 V.



A MetalMaster X32100-at is érdemes közelebbről szemügyre venni. Ez egy univerzális csavarvágó eszterga, digitális kijelzővel. A menetjelző is rendelkezésre áll. A készülék jól működik vas- és színesfém ötvözetekkel. Tollszár kinyúlás - 10 cm, 18 munkasebesség biztosított.
Egyéb paraméterek:
- a keresztcsúszda 13 cm-re fut;
- a hűtőfolyadék-szivattyú 0,04 kW-ot fogyaszt, és háztartási hálózatról működik;
- maga a gép 380 V feszültségen működik, és 1,5 kW áramot fogyaszt;
- nettó tömege 620 kg;
- automatikus előtolás a hosszanti és keresztirányú síkban biztosított.



Az ipari termelésben figyelmet érdemel Stalex GH-1430B... Ennek a gépnek a közepe-közép távolsága 75 cm, súlya 510 kg és 70-2000 fordulat közötti sebességre képes. Az alapszállítmány egy pár stabil támaszt és egy pár nem forgó központot tartalmaz.
A fogaskerekek kiválóan edzett acélból készülnek.


A felülvizsgálat befejezése a Jet GH-2040 ZH DRO RFS modellen megfelelő. Ez a készülék 12 kW-os motorral van felszerelve. Az orsón lévő átmenő furat 8 cm. A torziót nagyon különböző sebességeken tartják fenn (24 pozíció 9-től 1600 fordulat/percig). A gyártó maga hangsúlyozza az anyagfeldolgozás pontosságára és gyorsaságára vonatkozó speciális követelmények betartását.


Mit kell figyelembe venni a választásnál?
Az esetek túlnyomó többségében az otthoni műhely választása az univerzális modellek javára történik. Magas műszaki jellemzőikben nem különböznek egymástól, azonban egyszerű kialakításúak és 1-2 alkatrészt képesek feldolgozni nem sorozatos alapon. Minden manipulációt manuálisan hajtanak végre. A feldolgozás minősége és pontossága nem lesz túl magas.
Ezt szem előtt kell tartani Egyre gyakrabban árulnak "univerzális gép" néven egyszerű CNC technológiát és az ágy közvetlen kivitelezését. Lehetővé teszik vezérlőprogramok alkalmazását. A CNC rendszerek aktívan felváltják a régi univerzális modelleket. De még az elavult minták között is van megosztottság. Így a másológépek és a félautomata gépek képesek megbirkózni az összetett alakú alkatrészekkel; az ilyen típusú modern példák vezérlőrendszerrel rendelkeznek.


Minél több metszőfog, annál termelékenyebb a készülék. A CNC többvágó esztergálási technológia speciális műveletekre alkalmas. Főleg különböző méretű gyártósorokhoz használják. Mindenesetre figyelni kell a következőkre:
- a feldolgozott alkatrészek méretei;
- a pontosság szintje;
- feldolgozási tűréshatárok;
- feldolgozott fémek típusai;
- munkaközpontok magassága
- tokmány átmérője;
- ágy típusa (egyenes vagy ferde);
- patron típusa;
- teljes szett;
- vélemények a modellről.


Számos modern kenő- és hűtőfolyadék használatakor elengedhetetlen az ellenük való védekezés. Bármely felelős gyártó gondoskodik róla. A csavaros vágógépeket a munkavégzések számának és típusának figyelembevételével választják ki. Nem szabad megfeledkeznünk a munkadarabok hosszáról és átmérőjéről sem. Minél erősebb a gépágy, annál megbízhatóbb; az otthoni használatra túl nehéz készülék azonban nem éri meg. A hegesztési csatlakozás előnyösebb a csavarozással szemben.
Ezen kívül figyelmet fordítanak a következőkre:
- csatlakozási módszerek;
- tápegység paraméterei;
- a visszacsapás mértéke (vagy annak hiánya);
szakemberek véleménye.


Hogyan dolgozz
Gyakran csavarvágó esztergagépet használnak a külső hengeres felületek megmunkálására. Hasonló munkát végeznek elhaladó marógépekkel. A munkadarab rögzítése kellően nagy túlnyúlás elvárásával történik. Úgy gondolják, hogy a 7-12 mm-es túlnyúlás az alkatrész hosszában elegendő a végek feldolgozásához és az alkatrész levágásához. Azt, hogy milyen gyorsan kell forognia az orsónak, milyen mélyen kell vágni a munkadarabot, a folyamatábra írja elő.
A vágás mélysége a keresztbehúzó tárcsával állítható be. Esztergálás után sok esetben a munkadarab végét különféle marókkal levágják. A passzoló vagy pontozó vágót addig kell vezetni, amíg az a végéhez nem ér. Aztán elviszik, és a kocsit néhány milliméterrel balra mozdítják. A szerszámot keresztirányban mozgatva egy fémréteget távolítanak el a végéről.

Kis párkányokon egyetlen tartós maróval csiszolhat és vághat fémet. A külső hornyok hornyolt marókkal készülnek. A munkának ebben a pillanatban 4-5-ször lassabbnak kell lennie, mint a végek vágásakor. A metszőfogat szépen, különösebb erőfeszítés nélkül vezetjük, mindig a keresztirányú síkban. Az oldalsó tárcsa segít beállítani a horony mélységét.
A munkadarabok vágása ugyanazzal a módszerrel történik, mint a hornyoláskor. A munka befejeződik, amint a szemöldök vastagsága 2-3 mm-re csökken. Továbbá a gép kikapcsolásával törje le a vágóból kiszabaduló részt.


Beállítási funkciók
A helyes üzembe helyezés és beállítás a technológiai folyamat árnyalatainak figyelembevételével történik. A gép beállításakor 2 vagy 3 alkatrész kerül megmunkálásra. Ezek szerint ellenőrzik, hogy a rajzon megadott paramétereket hogyan tartják be. Ha eltérés mutatkozik, a beállítást újra kell végezni. A beállítási folyamat fontos része a munkadarabok szerszámgépekben történő beszerelésének és rögzítésének jellemzőinek meghatározása.
Ha a középpontok csúcsai nincsenek egy vonalban, akkor az igazítást a farokrész eltolásával biztosítjuk. Ezután egy vezető kazettát helyeznek be. Ezután kiválasztjuk a vágót, és pontosan beállítjuk a tengely magassága mentén. A párnáknak párhuzamos felületekkel kell rendelkezniük megfelelő kidolgozással.
Kettőnél többet nem használhat.


A vágócsúcs elhelyezését a középmagasság mentén speciálisan ellenőrizzük. Ellenőrzés céljából a vágót az előzőleg ellenőrzött magasságú középpontba kell helyezni. Magát a központot kell beépíteni a faroktollba. A kiálló szakasznak rövidebbnek kell lennie - legfeljebb a rúd magasságának 1,5-szerese. A vágó túl jelentős túlnyúlása vibrációt vált ki, és nem teszi lehetővé a hatékony munkát; a szerszámot legalább néhány jól meghúzott csavarral szilárdan rögzíteni kell a szerszámtartóban.
A kerek munkadarabokat egy önközpontosító hárompofás tokmányba kell befogni. De ha az alkatrész hossza több mint 4-szerese az átmérőnek, akkor vegyen egy tokmányt szorítóközponttal, vagy használjon megmunkáló gépeket hajtótokmánnyal. A rövid, nem kör alakú munkadarabok rögzítése előlappal vagy négypofás tokmány segítségével történik. A rudakat és más hosszú, kis átmérőjű alkatrészeket az orsó járatain vezetik át. A vágási mód beállításakor a fő figyelem a fő mozgás sebességére és a vágás mélységére irányul; a takarmányt is be kell állítani.


Biztonság a munkahelyen
Még a legegyszerűbb gép csatlakoztatásakor is eszközöket kell használnia az elektromos berendezések védelmére. A sémát az alapvető mérnöki szempontok figyelembevételével választják ki. A csavarvágó eszterga önálló működtetése csak 17 éves kortól engedélyezett. A felvétel előtt munkavédelmi oktatást kell kapnia. Ezenkívül meg kell vizsgálni az ellenjavallatokat; maga a munkavégzés során szigorúan be kell tartani a munka- és pihenési módot, a szünetek beosztását.
Csavarvágó esztergagépen kell dolgoznia pamutkosztümben vagy féloverallban. Ezenkívül bőrcsizmára és speciális szemüvegre lesz szüksége. Még a leggondosabb és legrendesebb dolgozóknak is készen kell tartaniuk egy elsősegély-készletet a sérülések következményeinek kezelésére. Az elsődleges oltóanyagot a műhelyekben kell tartani.
Ha bármilyen baleset történik, azonnal értesíteni kell a vezetőséget és a mentőszolgálatot.


A munkahelyet tisztán kell tartani. Szigorúan tilos:
- kapcsolja be a gépet talajtörés, a sorompók és reteszelés meghibásodása esetén;
- adja meg a kerítés által körvonalazott határokat;
- távolítsa el ezt a kerítést (kivéve az illetékes szerviz által végzett javítást);
- kezdje el a munkát a gép állapotának ellenőrzése nélkül;
- a munkaterület szabályozatlan világítását használja;
- járassa a gépet kenés nélkül;
- fejdísz nélkül dolgozni;
- érintse meg a mozgó alkatrészeket munka közben;
- támaszkodjon a gépre (ez nem csak a dolgozókra vonatkozik);
- folytassa a munkát, ha vibráció lép fel;
- lehetővé teszi a forgácsok felcsévélését a munkadarabokra vagy a marókra.
Az összes keletkező forgácsot szigorúan magától távol kell tartani. A gépet a munka legrövidebb megszakítása esetén is le kell állítani és feszültségmentesíteni kell. Áramkimaradás esetén is le kell választani a hálózatról. Feszültségmentes állapotban a gépet eltávolítják, megtisztítják és kenik. Ugyanígy a leválasztás a rögzítőelemek meghúzása előtt történik.

Nem szabad kesztyűben vagy ujjatlan csavarozó berendezésen dolgozni. Ha az ujjai be vannak kötve, gumi ujjbegyeket kell használnia. A megmunkálandó munkadarabokat nem szabad sűrített levegővel fújni. A berendezés alkatrészeinek kézi fékezése nem megengedett. Ezenkívül nem mérhet semmit a gép útja során, nem ellenőrizheti a tisztaságot, nem csiszolhatja az alkatrészeket.
A munka végeztével a gépeket, villanymotorokat lekapcsolják, a munkahelyeket rendbe teszik. Minden felhasznált munkadarab és szerszám meghatározott helyekre kerül. A dörzsölő részek kenése az utasításban előírt gyakorisággal történik. Minden problémát azonnal jelentenek a vezetőségnek, extrém esetben - a műszak lejárta után. Ellenkező esetben elég betartani a műszaki adatlap utasításait és a gyártó ajánlásait.














A megjegyzés sikeresen elküldve.