Mindent a torony esztergagépekről

A fémtermékek feldolgozásával kapcsolatos különféle műveletek elvégzéséhez gyakran esztergagépek használatára van szükség. Nagy kategóriában megkülönböztethetünk forgó-forgó típusú egységeket, amelyek a legelterjedtebbek.


Általános leírása
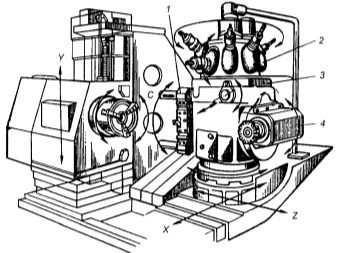
A revolver-esztergálás technológia alapmegnevezése a tipikus esztergaberendezéseknek felel meg. A különbség a többállású forgófej jelenlétében rejlik. Ez a szerkezeti elem nagymértékben növeli a berendezés hatékonyságát, és csökkenti az egyes termékek feldolgozásához szükséges időt is. Kívül, a TRS modern módosításai CNC modullal széles körben elterjedtek. Toronnyal, speciális ülőrésszel rendelkeznek a vágószerszámok elhelyezésére.
A szükséges típusú fejszerkezet a fémmegmunkálás gyors fejlődésének köszönhető. A helyzet az, hogy egy ilyen szerkezeti részlet a CNC-vel párhuzamosan lehetővé teszi a termékek feldolgozási sebességének kétszeres vagy több növelését. Ezen túlmenően javítja a kész alkatrészek méretpontosságának és felületük érdességi fokának paramétereit.
A revolverfejes eszterga berendezésekkel kapcsolatban a következő kulcsfontosságú tényeket kell azonosítani.


A legtöbb esetben ez berendezéseket ipari használatra vásárolnak. Termékek sorozatgyártásával foglalkozó műhelyekbe kerül beépítésre, minden más esetben használata gazdaságilag nem indokolt.
A toronyforgató mechanizmusok alapvető jellemzői lehetővé teszik az elemek feldolgozását nagy előtolási sebességgel, megnövelt sebességgel... A vágási területre speciális hűtőfolyadék kerül, amely megakadályozza magának a szerszámnak és a megmunkálandó munkadaraboknak a túlmelegedését.

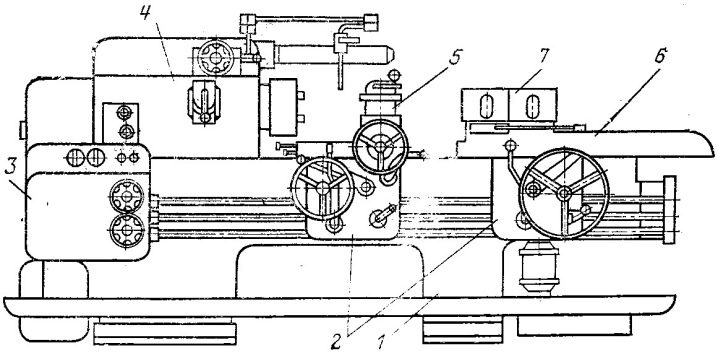
Az ilyen berendezések összes fő egysége más esztergagépekkel analóg módon helyezkedik el - ez biztosítja az elvégzett műveletek számát. Általában az ilyen egységek műszaki paraméterei lehetővé teszik a vágófelületek gyors cseréjét.
Nézetek
A modern gyártók a revolverfejes esztergagépek széles választékát kínálják. Különböznek a munkamechanizmusban, az elvégzett műveletek körében, a tervezési jellemzőkben és néhány egyéb jellemzőben. Nézzük meg részletesebben az ilyen létesítmények besorolásának meglévő indokait.
A megmunkálandó munkadarab típusa szerint
A feldolgozott termékek típusától függően a gépek patronos vagy rúdmunkához... A nagy átmérőjű tengelyek a patrondobozokban vannak rögzítve. A bárrész kisebb, de meglehetősen lenyűgöző hosszúságúak.

A munkadarab tengelyének helyzete szerint
A megmunkálandó munkadarabok tengelyének elhelyezésével kijelölhető vízszintes és függőleges, valamint ferde módosítások... A függőleges és vízszintes elrendezésű szerszámgépek maximális keringést kaptak, a ferde tengelyű berendezéseket sokkal ritkábban használják.
Ezenkívül egyes modellek lehetővé teszik az alkatrész megdöntését az elfordításhoz vagy más, enyhe szögben végzett műveletekhez.


Külön csoport jön létre forgó és forgó félautomata eszközök. Különböző átmérőjű rudakkal való munkavégzés során igény van rájuk.Az ilyen berendezések főbb jellemzői közé tartoznak a következő jellemzők.
Egyorsós gép, amelynek csak egy perforált orsója van a rúd elhelyezésére. Ebben az esetben a furat keresztmetszetének mérete viszonylag kicsi.
A kiegészítő felszerelés egy egység formája, amely a termék betáplálásáért és statikus helyzetben tartásáért felelős.


Ebben az esetben a kialakítás rendelkezik a feldolgozott elem visszahúzására szolgáló eszközzel a művelet befejezése után, amely lehetővé teszi a gyártás automatizálásának maximalizálását.
A legjobb gyártók és modellek
A legtöbb hazai vállalkozás szabványos TRS-t telepít - 1P371, 1A365, 1N318, valamint S193A, 1365 és mások... Az elmúlt évtizedben azonban tendencia volt, hogy ezeket fejlett technológiai változatokra cseréljék CNC-vel. A CNC-vel végzett módosítások számos előnnyel járnak, a megnövekedett automatizáltság és funkcionalitás, valamint a megmunkálás rendkívüli pontossága miatt.

A Berdichev üzem által kínált 1V340F30 berendezést megnövekedett műszaki és működési jellemzői különböztetik meg. Ezt az egységet egy CNC-komplexum vezérli, és kialakítása egy 8 pozíciós fejet tartalmaz. A támasz keresztirányban van elhelyezve, ami lehetővé teszi a feldolgozást:
-
legfeljebb 20 cm keresztmetszetű egyedi termékek;
-
akár 5 cm átmérőjű bártermékek.

Az alapaevszki szerszámgépgyárban gyártott 1P426DF3 egység jól ismert. Ez egy modern technológia programvezérlő modullal. Egyszeri, kis és közepes fémtermékek gyártására keresett. Nem alkalmas nagy tételek feldolgozására.
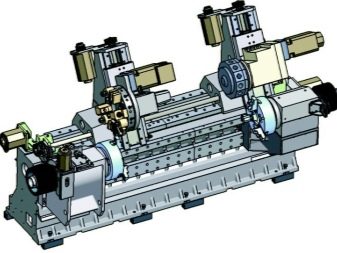
A fő jellemző a két fej elhelyezkedése volt a kereszttartón... Az egyik hatszögletű, belső felületekhez készült, a másik kerek, 8 pozíciós - külső felületekhez.


Ezen kívül manapság rengeteg teljesítményéről híres importált berendezés jelent meg az oroszországi esztergaberendezések piacán.
-
ST és DS egységek a Haas Automationtól (USA). Ezek a gépek lehetővé teszik ötvözött acéltermékek, valamint rozsdamentes acél feldolgozását.
-
GS-200 gépek a cégtől Jó út.


Alkatrészek
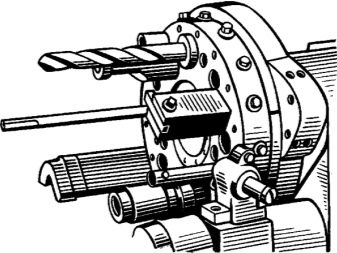
Más gépekhez hasonlóan a revolverfejes eszterga technológia is magában foglalja az alkatrészek felhasználását - védőburkolatok, vezetőcsövek és orsók... Ma a gyártók a modellek széles választékát kínálják, amelyekben az orsók száma változhat. Ugyanakkor a következő kulcsfontosságú pontokat emeljük ki.
A munkafej tengelyének vízszintes helyzete esetén a támasz a saját tengelye körül foroghat, valamint e tengely iránya mentén oda-vissza mozoghat. Ebben az esetben a forgatás egyidejűleg több munkahelyzetben történik, amelyek száma gyakran meghaladja a tucatnyit.
A fej ferde és függőleges tengelyével a féknyereg hagyományos vagy forgó típusú.
A CNC-vel rendelkező TPC-k egy olyan modult is feltételeznek, amely a nagy pontosságú megmunkálásért felelős, és a fejpozíció paramétereinek megváltoztatására is alkalmas. Általában a fő egységeket speciális burkolat borítja. Ez sokszorosára növeli a kezelő biztonságát.
Milyen munka folyik?
Mint már említettük, a modern forgó-forgó berendezések műszaki és működési paraméterei sokféle művelet elvégzését teszik lehetővé. A forradalomtestek formájában bemutatott változó termékek nyersanyagként használhatók. A leggyakoribb manipulációk a következők:
-
fordulás a külső felületen, míg az átjáró lehet érdes vagy felületes;
-
vágott a vágóelem felszerelésekor;
-
befűzés - belső és külső egyaránt;
-
barázda különböző mélységek és konfigurációk.

A szabványos hengeres konfiguráció mellett az ilyen gépek más típusú munkadarabok megmunkálására is alkalmasak.
-
Profil alakú típussal - félautomata eszterga-marógép használatakor az esztergálás, mint minden más megmunkálás, íves sablonon vagy másolóvonalzón keresztül történik.
-
Kúpos - a feldolgozás speciális másológéppel történik. Ezenkívül kúpos felületet kaphatunk az egyszeri hosszirányú-keresztirányú előtolás végrehajtásával.

Külön kategóriába sorolhatók a kompakt toronyforgató mechanizmusok. Az ilyen eszközök akár otthoni műhelyekben is telepíthetők.
Mit kell figyelembe venni a választásnál?
A revolver-esztergák kiválasztásakor fontos kritériumokra kell összpontosítania.
Pontossági kategória - a fémtermékek feldolgozására szolgáló berendezések bizonyos módosításainak alkalmazásának lehetőségének megállapításához tudnia kell, hogy milyen pontosság érhető el. A változatok túlnyomó többsége a H osztályt tartalmazza.
Az alkatrész maximális paraméterei - szakasz, hossza, valamint a munkaegységek egymás közötti elrendezése.
Munkadarab anyaga - általában ilyen gépeken öntöttvas, nagy-, alacsony széntartalmú vagy ötvözött acélt dolgoznak fel, egyéb ötvözetek esztergálása megengedett.
Az időegységenkénti fordulatszám korlátozása - meghatározott méretpontossági és érdességi követelményekkel rendelkező munkadarab kizárólag az alkatrészek meghatározott sebességre történő lecsavarásával nyerhető. Ebben az esetben az adások teljes számát kell figyelembe venni.
A gyártóknak meg kell adniuk az egyes egységek maximális sebességére vonatkozó adatokat, amikor nagy sebességű előtolást végeznek.

A motor teljesítmény paraméterei és a motorok száma - általában a kis méretű berendezésekben a motorok alacsony teljesítményűek, mivel a feldolgozott részek kompaktak, és minden futáshoz egy kis fémet eltávolítanak. Sorozatgyártásban a motoroknak el kell bírniuk a folyamatos terhelést.
A felszerelés méretei és súlya - sokkal egyszerűbb a minigépek telepítése. Ezenkívül a nagy méretűek gondos előkészítést igényelnek a munkaalapról.
És ezt is figyelembe kell venni a mechanizmusok kinematikai diagramja változhat... Például a régi típusú modelleket úgy hozták létre, hogy bizonyos konfigurációjú cserekerekeket szereltek fel bizonyos típusú menetek kialakítására.
Védelem - a CNC-vel végzett módosítások védőburkolat felszerelését feltételezik. Ez minimálisra csökkenti a sérülések kockázatát a berendezés működése során.

A modern esztergagépekben a szükséges berendezések, valamint a vágófelületek beépítése maximális pontossággal történik. Az ilyen egységekben nincs szükség a vágószerszám kézi cseréjére - ez jelentősen csökkenti az egyes alkatrészek feldolgozási sebességét. Ennek eredményeként nő a termelékenység, ami a munkadarabok feldolgozási költségének csökkenését vonja maga után. Ugyanakkor az ilyen gépek javítása sok nehézséget okoz. Ezért működésük során kiemelt figyelmet fordítanak a megelőző karbantartásra, a problémák időben történő felismerésére és elhárítására.
Beállítási funkciók
A toronyforgató berendezés működtetésének megkezdése előtt nagyon fontos annak beállítása. Ez több fő szakaszt tartalmaz.
-
A munkadarab rögzítésére szolgáló berendezések felszerelése, vágó- és segédszerszámok beszerelése.
-
A megállók beállítása, szükséges a rudak vezetéséhez és a féknyergek mozgásának korlátozásához.
-
Vezérlőegység beszerelése bütykökhöz, csatlakozókhoz, kapcsolókhoz, fogantyúkhoz és egyéb eszközök az orsó adott mozgási frekvenciájának és a forgácsolószerszám szükséges sebességének elérése érdekében.
-
Tesztfeldolgozás pár próbaelemet, azok későbbi működésre való alkalmasságának ellenőrzését.
-
Egyeztetés és szükség esetén a gépen a megállók helyének átállítása adott projekt szerint.













A megjegyzés sikeresen elküldve.