Minden, amit az esztergaszerszámokról tudni kell

A szakemberek mindent tudnak az eszterga vágószerszámairól, de a hozzá nem értők könnyen elveszhetnek a szerszámok típusainak, formáinak és gyártóinak sokféleségében. És még nehezebb számukra saját kezűleg megközelíteni a metszőfogak létrehozásának témáját. De még mindig vannak szabályok az élezésre és a telepítésre. Erre érdemes odafigyelni.

Sajátosságok
Esztergaszerszám egy olyan elem, amely tartalmaz egy tartót és egy munkafejet. Az első segít a vágó rögzítésében a gépen, a második pedig a munkadarabbal való munkavégzésben. A tartó része lehet négyzet vagy téglalap alakú. A munkarész több szomszédos síkot és vágóélt tartalmaz, és az élezési szög az éppen feldolgozott anyag jellemzőihez és magához a feldolgozás típusához kapcsolódik.

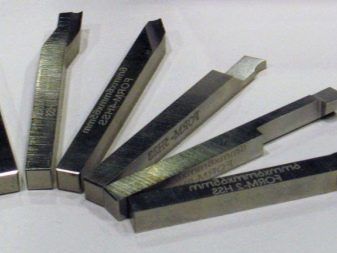
Kicsit a munkafejről: lehet tömör vagy ráhegesztett (vagy forrasztott) lemezekkel. És még ma is vannak esztergagépek, amelyek cserélhető lemezekkel működnek, ami nagyon kényelmes. A tömör elemű marók kevésbé elterjedtek, de a hegesztett/hegesztettek sokkal gyakoribbak. Gyorsacélból vagy tantál, titán vagy wolfram karbidötvözetből készülnek.

Az alkatrész acél, öntöttvas, színesfém termékek, valamint nem fémes anyagok feldolgozására használható.
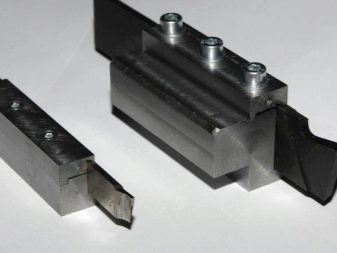
Mint már említettük, A cserebetétes esztergaszerszámok kényelmesek a szakember számára. A fejen lévő lemez mechanikusan, csavarokkal vagy speciális bilincsekkel tartható. És akkor nagyon kényelmes a használata. Különösen, ha a lemez ásványi kerámiából készül (bár a levágott rész költsége ebben az esetben élesen "ugrik").
Az esztergaszerszám munkarésze lehet keményfém, készülhet gyorsacélból, vagy szénacélból. Nagyon sokféle metszőfog létezik, ez egy nagy és összetett osztályozás.


Faj áttekintés
A metszőfogak funkcionalitásban, tervezési árnyalatokban és egyéb paraméterekben különböznek egymástól.
Bejelentkezés alapján
Itt azokról az anyagokról beszélünk, amelyekkel a vágó dolgozik.
-
Faipari. A piacokon gyűrűkkel, fésűkkel, dörzsárral, horgokkal, meiselekkel készletben találhatók. A metszőfogak és a forgási mechanizmusok össze vannak tartva.
-
Fémhez. Ha lemezt kell hegeszteni vagy forrasztani, akkor a vágó optimális választásáról beszélnek. Ebben az esetben gyakrabban használnak keményfém és nagy sebességű ötvözetek. Az ilyen marók felszerelése nemcsak esztergagépekre, hanem hornyolásra, gyalulásra, speciális célokra és másokra is lehetséges.

Ez a besorolás kicsi, itt a választás nem lesz nehéz.
Tervezés szerint
Ezek tömör marók, amelyekben a tengely és a fej egy rendszerrel van csuklósan. Vagy ez egy szerszám hegesztett lemezekkel, amelyek nagyon szorosan kapcsolódnak a fejhez. Ha a lemezek forrasztása műszaki pontosság nélkül történt, a munkafelületen később repedések keletkezhetnek. Az ilyen vágószerszámokat széles körben használják, mivel sokféle géphez alkalmasak.
A mechanikus lemezrögzítésű vágókat a fémlemezek egyik legkényelmesebb lehetőségének tekintik. Ez vonatkozik az előregyártott és beállító fajtákra és a tartóra.

A feldolgozás típusa szerint
Itt a marókat befejező és félkészítőre osztják. A befejezéshez az előtolás alacsony sebességű, a kis vastagságú anyagot eltávolítják a nyersdarabból.Az ilyen eszközöket leggyakrabban egy áthaladó vágó képviseli. A félkész felületek nagyon hasonlítanak az előző verzióhoz, de jellemzőit tekintve gyengébbek, mint a befejezők. De ugyanazokra a feladatokra használhatók.


A telepítés típusa szerint
A tangenciális metszőfogak egy bizonyos szögben beszerelt szerszám, ráadásul bármilyen, kivéve az egyenest. Ezt a művelet alatt álló felület tengelyéhez viszonyítva mérik. A szerszámot a belső esztergáláshoz szükséges rögzítőelemek összetett rendszere különbözteti meg.
A radiális vágót az jellemzi, hogy a megmunkálás alatt álló felületen kizárólag derékszögű rögzítés van. Ipari célokra népszerű lehetőség. És a radiális változatnak van egy nagy előnye - ez egy egyszerűsített rögzítési rendszer.


A takarmány típusa szerint
Itt még egyszerűbb a helyzet: a bal oldali marókat a vágás jobb oldalával rendelkező szerszámoknak nevezzük, erre esztergatják a megmunkálandó fémet. A jobb oldali maróknál a bal oldalon van a vágás egy része, a fémfelületet ráfordítják a feldolgozáshoz.

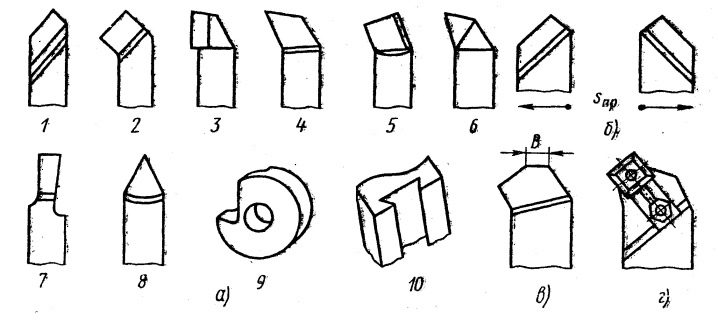
A vágórész rúdhoz viszonyított rögzítésével
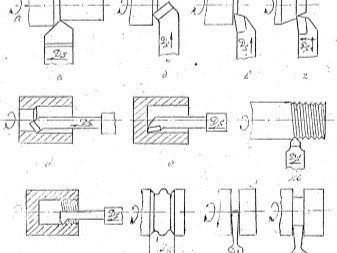
És ez a jellemző 4 típusú metszőfogat képvisel. A hajlítottakat egy speciális ívelt vonal különbözteti meg, amely a felső pozíció vetületi tengelyére jellemző. Az oldalirányú lokalizáció pedig biztosítja, hogy a vonalak egyenesek legyenek. Az egyenes metszőfogak azok, amelyek vetületi tengelye egyenes vonalat tart fenn, felülről és oldalról is.
A húzott metszőfogakban a fejrész és a szár eltérő méretű, a fej kisebb lesz. Az incizális tengelyhez van rögzítve. A részleteket a marók tengelyéhez képest némi elmozdulás jellemzi, bármilyen irányban. Nos, a felső lokalizációnál lévő ívelt metszőfogak a vetítési tengellyel páros vonallal, míg az oldalsó vetület ívelt vonallal kapcsolódnak össze.


Feldolgozási módszerrel
És sok fajta van itt.
-
Alulákínálás. Ha keresztbehúzó gépről van szó, akkor a szerszám könnyen csatlakoztatható a berendezéshez. Ezek vagy különböző felületek élei, vagy lépcsős elemek.
-
Ellenőrző pontok. Fémmegmunkálásra alkalmas keresztirányú és hosszanti adagoló berendezéssel. Ez akkor lényeges, ha a vágás a végekre, hengeres és kúp alakú munkadarabokra vonatkozik.
-
Unalmas. Átmenő és zsákfuratokhoz, mélyedésekhez és bemélyedésekhez szükséges.
-
Kerek. Itt a forma határozta meg a nevet.
-
Csavarmenetes. Külső és belső menetet képez, trapéz alakú, valamint kerek és téglalap alakú. Maguk a termékek lehetnek laposak, kerekek és domborúak.


A metszőfogak pedig egyenletesek (megtartják a téglalap alakú éleket), íveltek (csak alakjukban különböznek enyhén), formásak (összetett szerkezetek alakos formáival kombinálva).
Anyagok (szerkesztés)
Már említettük, hogy a metszőfogak sokféle anyagból készülnek. Például szilárd. Ezek olyan volfrámszerszámok, amelyek színesfémeket és különféle ötvözeteket képesek feldolgozni. Jó öntöttvasból, nem fémből készült munkadarabokhoz. Vannak titán-volfrám marók is, amelyek bármilyen fémmel dolgozhatnak. Tantál-volfrám-titán vágókra pedig ott van szükség, ahol nehéz fémek, például kovácsolás és hőálló fémek feldolgozása a feladat, vagyis olyanok, amelyeket nem olyan könnyű elvinni.


Ha a marók gyorsan forgácsoló anyagokból készülnek, akkor normál hatásfokkal és megnövelt hatásfokkal is lehetnek. De azok a szerszámok, amelyek karbon anyagból készültek, a legjobb minőségűek, és teljesen jogosan.
Gyémántvágókat is használnak: jól megmunkálják a színesfémeket, valamint a műanyagot, gumit, ebonitot, rostokat. A vasfémeken azonban aligha működnek, mert viszonyukban a gyémántvágókat nagyon törékenynek tartják. Az elborikus elemek a gyémánt elemek "friss" versenytársának számítanak.

Legjobb gyártók
Az orosz cégek is a fő gyártók közé tartoznak. Az INIGS-hez hasonlóan jó áron kiválóan fúrja át az alkatrészeket. A hazai márkák között is a vezető a "Kanashsky IZ", amelynek népszerű terméke egyenes vonalú. Az importcégek közül a cseh gyártók nagy bizalmat élveznek.
A készletek is népszerűek, például a fához való szerszámkészlet. A népszerű termékek közé tartozik az Enkor, valamint a Metalmaster, Proma, Proxxon. Azonban nem csak a márkákra, az árra és a gyártási országra kell összpontosítania.


Kiválasztási tippek
A maró kiválasztása a megmunkálandó alkatrész típusától, az alkatrész anyagától, a formától és a kívánt felületi minőségtől függően történik. Például egy belső furat nélküli hengeres alkatrészt kérnek, ami azt jelenti, hogy a maróhoz áthajlított, egyenes átmenő vagy tolóvágó vágóra lesz szüksége.
Mit kell még figyelembe venni a választásnál:
-
gyártási anyag (például rozsdamentes acél vagy keményötvözetek);
-
egy készlet megléte / hiánya (gyakran jövedelmezőbb csak a készleteket vásárolni);
-
univerzális szerszám használatának lehetősége, az ilyen marószerszámot moduláris marónak is nevezhetjük, mivel a benne lévő tartóra különböző lemezek rögzíthetők, így a különböző munkadarabok eltérő szögben dolgozhatók meg.

Nagyon gyakran a szakemberek nehézségekkel szembesülnek az eszköz „maguk számára” kiválasztásában. Valóban könnyen használhatónak és lehetőleg olcsónak kell lennie. És a gondolat, hogy házi vágót készítsünk, nem olyan szerencsejáték.
Hogyan csináld magad?
Tegyük fel, hogy egy faesztergaszerszám készítéséről beszélünk. Ezek az eszközök gyakrabban készülnek önmagukban.
Bármilyen típusú véső egy ilyen séma követését jelenti.
-
A rajzok vagy fénykép szerint a kívánt alakú acél munkadarabot kivágják - ezt esztergagépen a megadott méreteknek megfelelően.
-
Megtörténik a jövőbeli vágó elsődleges élezése.
-
A fémrészt edzettnek kell lennie, hogy a vágó különféle fafajtákat tudjon kezelni. Először a fémet szélsőséges hőmérsékletre hevítik, majd motorolajba mártják, és ott teljesen le kell hűlnie. És szobahőmérsékleten is elbírja.
-
Ezt követi a befejező élezés.
-
A vágó vágórészét a szerszám fa nyélére toljuk.


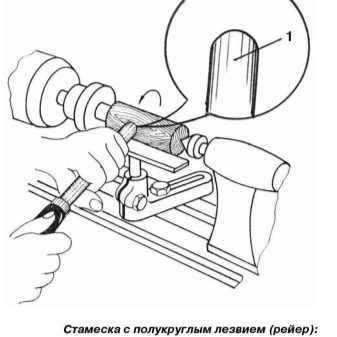
Ebben a folyamatban a legdöntőbb pillanat az elsődleges élesítés lesz. A metszőfogak nagyon különbözőek, például reszelőből készülnek, de a lényeg pontosan az eszköz céljában van, ez befolyásolja az eredményt. Például egy félkör alakú vágóélű maró készítéséhez egy kontúrt jelölünk a munkadarabon, minden feleslegeset eltávolítunk, és a kívánt sugár hegyét megélesítjük. A vágóélt óvatosan kell megélezni, hogy egyenletesen jöjjön ki.

Példa arra, hogyan készítsünk reyer vágót saját kezűleg.
-
A reszelőből méretre kovácsolunk egy munkadarabot.
-
Egy lapos munkadarabot helyezünk egy félkör alakú préselésre, amely az üllőlyukba áll, a tetejére egy félkör alakú úszót rögzítünk, és kalapáccsal megütjük. Ez úgy történik, hogy a vászon a hosszanti tengely körül hajlítva legyen. Simító helyett acélrudat használnak.
-
A keményedés pillanatáig a "huzat" 45 fokos szögben elfordul. Kikeményedés után ugyanezt nehezebb lesz megtenni, ezért fontos, hogy ne hagyjuk ki a pillanatot.
-
Ezután a munkadarab megkeményedett, hagyni kell lehűlni.
-
A vásznat a sütőbe küldik, hogy felmelegedjen 200 fokra. 20 perc múlva kiveszik, és csak a levegőn hagyják, amíg kihűl.
-
A külső és belső felületek megmunkáltak, minden deformációt ki kell egyenlíteni.
-
A vágóélt úgy kell megélezni, hogy először a hossztengelyre merőlegesen kell beállítani.
-
Már csak a fogantyút kell feltenni - a barkácsoló készen áll.

A sugárzó penge egyébként lehet egyenes vagy ferde, göndör, attól függően, hogy milyen célt használunk, milyen hatást gyakorol.
Élesítő árnyalatok
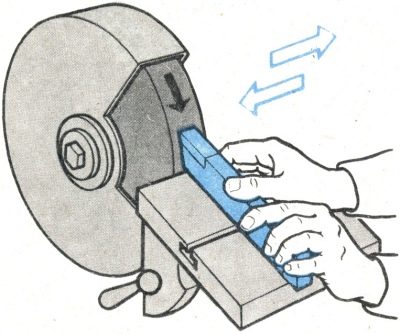
A metszőfogak élesítése több mint döntő pillanat. Enélkül nem lehet a munkadarabot optimális állapotban, formában és megfelelő szögben tartani. Nem szükséges csak a vágót élezni egy eldobható keményfém betét formájában. Ha ipari vállalkozásokról beszélünk, ott a marókat speciális gépen élesítik. Otthon kreatívnak kell lenni. Például vegyszerek vagy csiszolókorongok használhatók erre. A csiszolókorongot gyakran egy esztergagépre szerelik fel - meglehetősen jó minőségben élesítheti a marókat, és a szerszámot a kívánt geometriára hozza.


Ha úgy dönt, hogy köszörűkorongot választ, akkor az alapanyagra kell összpontosítania. Például, a keményfém vágót helyesen élezve zöld lesz a kör, szilícium-karbid. Ha egy alkatrészt kiváló minőségű szénacélból vagy gyorsacélból éleztek, a kereket korundból kell kiválasztani.
Az élezés hűtéssel és hűtés nélkül történik, és sok kézműves számára az első lehetőség sokkal előnyösebb. Hideg víz áramlik arra a területre, ahol a vágó érintkezik a csiszolókoronggal. Ha a hűtés kizárt, akkor az eljárás után elfogadhatatlan a szerszám éles hűtése, a vágórész egyszerűen megrepedhet.
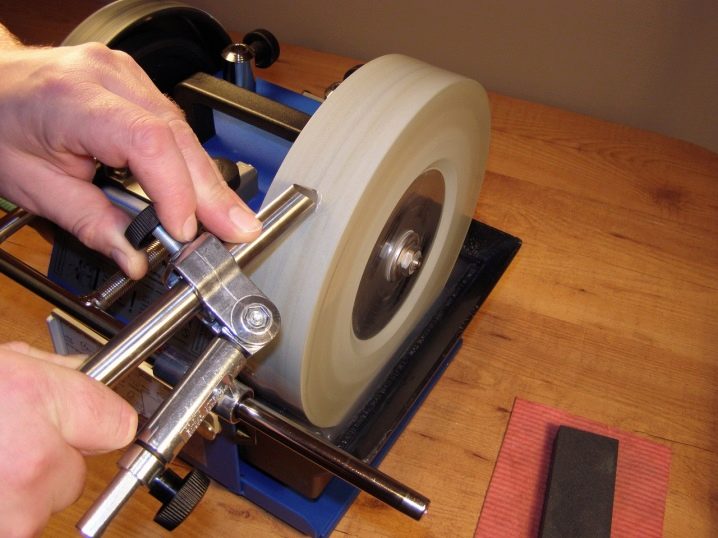
Az élezés példaértékű ütemezést is tartalmaz: először az alap hátsó felületét dolgozzák fel a körön, majd a hátsó segédfelületen, és csak a végén - az elülső oldalon. Befejezi a vágóél élezésének munkáját, figyelembe véve a szükséges lekerekítési sugarat.
Az élezés pillanatában az elemet lassan körben kell mozgatni (pontosan lassan, a sietség gyakran megzavarja a műveletet), anélkül, hogy túlságosan megnyomná. Ez fontos az egyenletes kopás megszervezéséhez és a rendkívül lapos vágóél kialakításához.
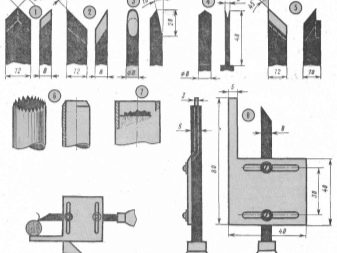
Telepítési szabályok
Az elem hibátlan rögzítése a szerszámtartón az ezt követő helyes forgatási löket. Ha a szerszám rosszul van beállítva, a gép gyorsan elhasználja a vágóélt. A szerelés megkezdése előtt a tartó lábait meg kell tisztítani. Alapvetően az 1. szabály az, hogy a vágó hegyének az eszterga középvonalának szintjén kell lennie (ami központosítást jelent). Ha a vonal alá szerelik, az alkatrész futás közben egyszerűen kiszorul a középpontból, ha magasabban, akkor elfogadhatatlan a felmelegedés és gyors a kopás.

Amit még fontos tudni a telepítésről:
-
ha legalább két csavarral rögzítve van a speciális tartóban, ez már garantálja a helyes beszerelést;
-
a rögzített vágót a farok vagy a fejrész közepére helyezik, magasságállításon esik át, legfeljebb három párna kerül alá;
-
egyébként a bélések komplexen készülnek, nincs rájuk alternatíva;
-
az alátéteket a vágótartó támasztékára kell helyezni az utóbbi kiemelkedésének vezérlésével (legfeljebb 1,5 rúdmagasság), különben a gép vibrációval fog működni;
-
ezután beállíthatja a vágó mélységét tesztforgácsokkal vagy keresztbehúzó tárcsával;
-
ha az első módszert alkalmazzuk, a vágó szorosan mozog, amíg meg nem érinti a forgó elemet, majd jobbra megy, majd a vágási mélységet intuitívan határozzuk meg;
-
ha kihagyta az élezési átmérőt, mindent meg kell ismételnie a kívánt vágási mélységgel, amíg meg nem kapja a megfelelőt.
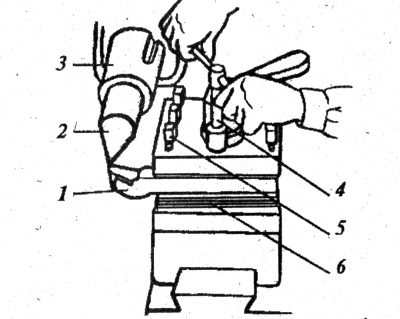
Egyébként, mielőtt a vágót a tartóba szerelné, tudnia kell, hogy 4 elem rögzíthető benne egyszerre. Tartónként nem kevesebb, mint két csavar van.
Fém vágásához, fafelületek faragásához a marók szinte pótolhatatlanok. Egyes számban keresheti a kívánt elemet, vásárolhat többvágó készletet CNC gépekhez, és egyes cikkeket olcsóbban lehet önállóan elkészíteni. A lényeg az, hogy pontosan ismerjük az eszköz funkcionalitását, és megértsük a vele való munkavégzés technológiáját.














A megjegyzés sikeresen elküldve.