Az eszterga stabil támasztékának jellemzői és felszerelése
Az eszterga állandó támasztékának jellemzőiről és telepítéséről szóló információk nagyon érdekesek lesznek mindenki számára, aki kisméretű esztergagépet készít. Ez a technika fémen és fán is működik. Miután kitalálta, mi ez, mik a GOST követelményei és az eszköz finomságai, meg kell vizsgálni a mozgatható és rögzített lunetták jellemzőit is.


Ami?
A szerszámgépek számos hasznos funkciót látnak el, és az egész modern világ igazi vázát jelentik, sokkal fontosabbak, mint a politikai intézmények, a fizetési rendszerek és a vallási felekezetek. Azonban még ezek az eszközök "tiszta formájukban" is ritkán tudják a leghatékonyabban és minimális munkaerőköltséggel ellátni funkciójukat. Nagyon fontos szerepet játszik a "külső pántolás", a különféle kiegészítők jelenléte. Még a biztonság és a munka kényelme is rajtuk múlik.

Az eszterga, és ami még fontosabb, a fém és a fa eszterga stabil pihenése igen jelentős funkciókért felelős. Először is, segédtámaszként működik. Állandó pihenés nélkül sokkal nehezebb lenne megmunkálni a nehéz, terjedelmes alkatrészeket. Néhányukkal lehetetlen lett volna dolgozni. Egy másik fontos pont az elhajlás megszüntetése.

A nagy munkadarabok saját terhelésük alatt hajlíthatók. Csak a további rögzítési pontok teszik lehetővé a helyes, hibák és eltérések nélküli működést. Alapértelmezés szerint a támasztékok speciális görgőkkel vannak felszerelve, amelyek biztosítják, hogy a gyártás során teljesítsék funkcióikat. Az egyenletes pihenés különösen fontos, ha az alkatrész hossza legalább 10-szer nagyobb, mint a szélessége. Ekkor a szerkezet természetes szilárdsága és merevsége önmagában nem elegendő az elhajlás megakadályozásához.
Faj áttekintés
Nyilvánvaló, hogy egy ilyen fontos gyártási eszközt nem hagyhattak figyelmen kívül a minőségi szabványok kidolgozói. Ezenkívül 2 különböző állami szabványt dolgoztak ki egyszerre. Mindkettőt 1975-ben fogadták örökbe. A GOST 21190 görgőstámaszokra vonatkozik. A GOST 21189 prizmás lunettákat ír le.
Így vagy úgy, mindkét eszközopció automata revolverfejes esztergagépeken (az eszterga hivatalos neve) található.


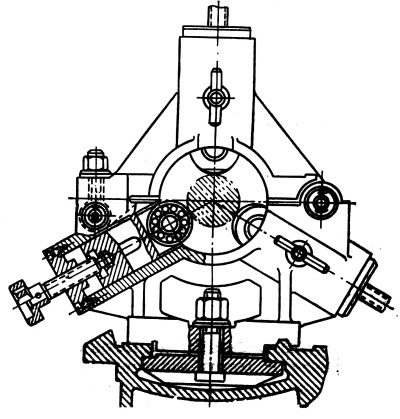
Statikus
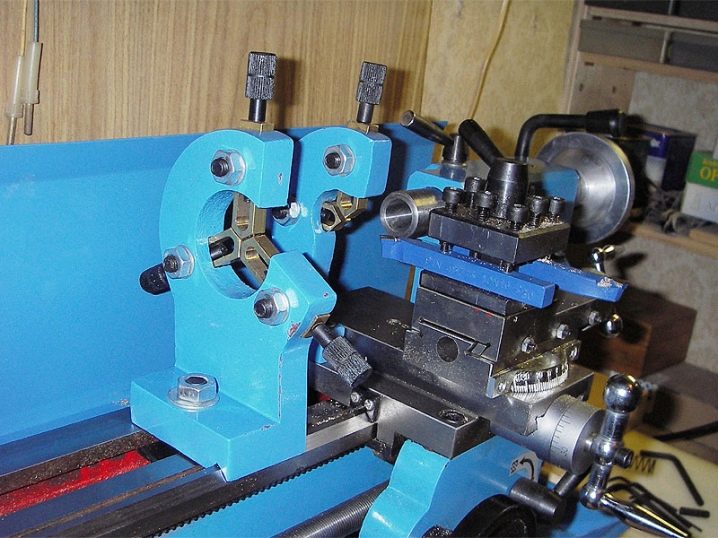
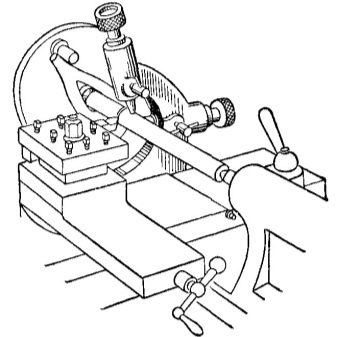
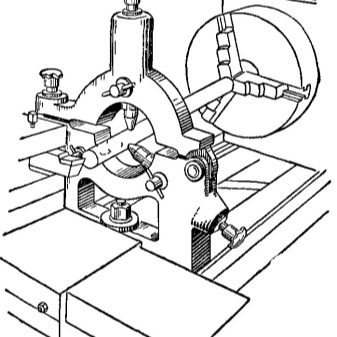
Gyakorlati szempontból azonban fontosabb a másik felosztásuk - mobil és helyhez kötött típusokra. Nagyon hasznos lehet az egyenletes pihenés. Kivételes manipulációs pontosságot biztosít. Az ilyen berendezések csillapítanak minden rezgést, amely a gép normál működése során fellép. Az ágyhoz való csatlakozás lapos lemez segítségével történik. Az alkatrészek összeillesztése csavarokon történik.

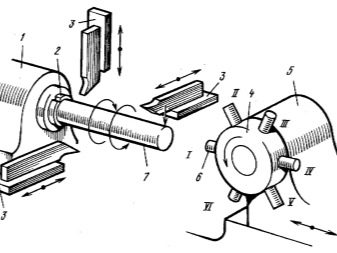
Az állóegység többnyire 3 görgővel (vagy 3 bütyökkel) van felszerelve. Az egyiket felső ütközőként használják. A fennmaradó pár oldalsó rögzítőként szolgál. Ez a kapcsolat nagyon erős és megbízható. Még lenyűgöző mechanikai terhelés mellett sem lazul meg.
A kompozíció az alapon kívül a következőket tartalmazza:
-
csuklós csavar;
-
rögzítő csavar;
-
szorítórúd;
-
csavaros vezérlő mechanizmusok;
-
zsanér;
-
speciális anya;
-
csuklós fedél;
-
speciális fejek.


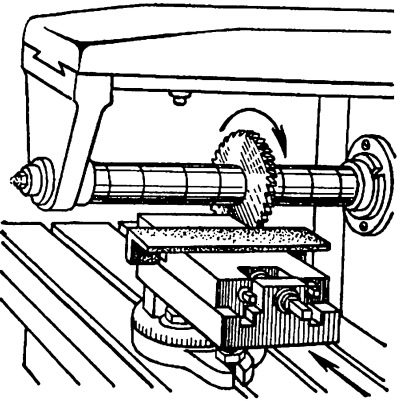
Mozgatható
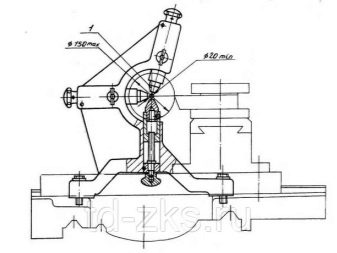
A mobil pihenés is konkrét ok. Speciális rögzítő csatornák vannak kialakítva benne. Egy ilyen egység egy darabból készül. A formájáról meglehetősen teljes képet ad a kérdőjellel való összehasonlítás. A mozgatható változatban általában két támasztóbütyök található - felső és oldalsó változat; a harmadik támasz helyett magát a vágót használják.
Érdemes más kritériumokat is figyelembe venni, amelyek alapján a lunetták eltérhetnek. Alapvetően az ilyen eszközöket öntöttvasból öntik.
Használata lehetővé teszi a rideg és mechanikailag instabil munkadarab deformációjának kizárását. A bütykökre védőbevonatot visznek fel, melynek kiválasztását a gyártók egyénileg végzik el. A bütykök keményfémből készülnek az idő előtti kopás elkerülése érdekében.


A bütyökkel együtt a már említett görgős reteszelő rendszer használható. A bütykök lehetővé teszik a munkadarab folyamat közbeni elhelyezésének hatékonyabb szabályozását. De a görgők megkönnyítik a csúszást (mozgást). Minden a vevő prioritásaitól függ. Ezenkívül figyelni kell a következőkre:
-
rendeltetése (esztergálás, fémcsiszolás, csapágygyártás);
-
a rögzítőelemek száma (néha nem 2 vagy 3, hanem több van, ami növeli a rögzítés megbízhatóságát, de bonyolítja a tervezést is);
-
a bilincsek beállításának módja (kézi módszer vagy speciális hidraulikus eszköz);
-
belső átmérő;
-
a munkadarab méretei.

A mobil stabil támasz a tartókocsihoz van rögzítve. Akkor használják, ha hornyokat kell kialakítani a bütykökön. Ez a gép különösen tiszta esztergálásra is alkalmas. A bütykök beállításával különböző méretű alkatrészeket rögzíthet. Határoló szakaszuk néha eléri a 25 cm-t.
A mozgatható támasztékokat különösen precíz manipulációra alkalmasnak tartják. Előnyeik továbbá:
-
a gép funkcionalitásának bővítése;
-
a hibás alkatrészek számának csökkentése;
-
egyszerű telepítés és a szükséges paraméterek beállítása;
-
a helyhez kötött analógokhoz képest növelte a biztonság mértékét.
Meg kell jegyezni, hogy minden stabil pihenés csökkenti az esztergálás termelékenységét. Meglehetősen sok idő fog elpazarolni ezek rögzítésére, átrendezésére és beállítására.
Néha sokszor kell ellenőrizni a rögzítés pontosságát. Még a munkadarab előfeldolgozása is szükséges, hogy ne okozzon problémát a rögzítési ponton. Az állandó pihenés vásárlásának és használatának költségei sok körülménytől függenek, és ezek figyelembevétele nélkül nem becsülhetők meg.

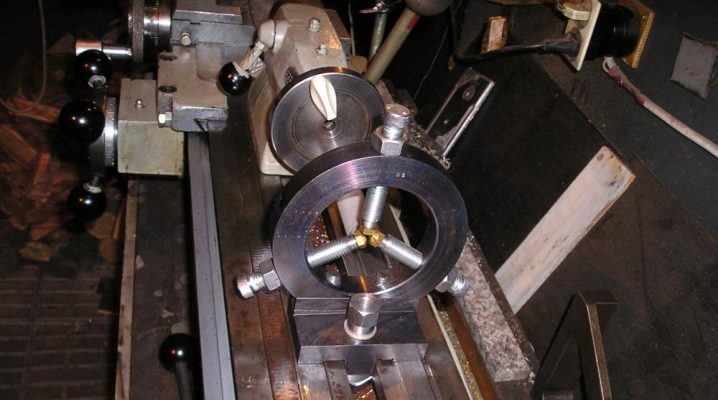
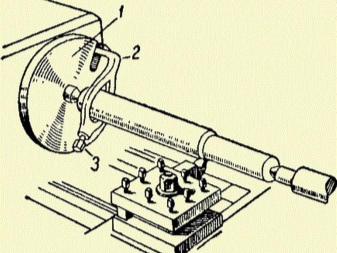
A gyáriak mellett saját készítésű lunetták is használhatók. Ennek szükségessége a márkás modellek magas költsége miatt van. Minden esztergagéphez külön-külön kell létrehozni egy gyári és házilag készített stabil pihenőt is. Az alap egy karima lesz, amelyet általában csövek csatlakoztatására szánnak. A bütyökeket csapokra cserélik (3 db), amelyek menete 14 mm, hossza 150 mm.
A csapokat úgy helyezzük el, hogy a T betűt kapjuk. A tompavéget esztergáló készítheti el 3 db hegyes bronz kupak alapján. A belső menetszakasz ebben az esetben 14 mm. Egy speciális, 3 anyából összeállított mechanizmus segíti a bütykök beállítását és rögzítését. Minden ilyen mechanizmusnak külön kell lennie minden bütyök számára.

Az ágyon lévő rögzítőpárna úgy van kialakítva, hogy képes legyen a futószalag mentén mozogni. Egy bizonyos ponton rögzítési lehetőség is szerepel. A bélés optimális munkadarabja egy sarok, amelyben az acélréteg legalább 1 cm, a polcok mérete pedig 10 cm. A saroktömbök hosszát az ágy szélességével kell kiválasztani futók, ami biztosítja a vezetőrészek tapadását. A bütykös blokkokra egy anyát csavarnak, és ezeket a vasalatokat gravírozó csavarja be más anyákba, amelyeket előzetesen hegesztenek (bilincsként szolgálnak).


Hogyan kell telepíteni és konfigurálni?
Ezek a manipulációk szinte jobban befolyásolják a későbbi műveletek hatékonyságát, mint maga a lunette jellemzői. Ezért az ilyen munkát teljes felelősséggel kell megközelíteni. Leggyakrabban a pihenőberendezést csavar segítségével helyezik el a kívánt ponton.Ezt fontos megtenni, mielőtt a munkadarabot középre helyezi. Bármilyen ütközőt – mind a bütykös, mind a görgős típust – ütközésig be kell csavarni az alapba.

Ezután a stabil támasz mozgatható részét vissza kell hajtani. Ebben egy speciális zsanér segít. Amikor ilyen manipulációt végeznek, az alkatrészt a gépen rögzítik. Ezután meg kell határoznia a keresztmetszetét a közelgő érintkezés pontján az állandó pihenővel. Ezután a fedél zárva van.
Annak érdekében, hogy ne nyíljon ki önkényesen, egy speciálisan előkészített csavarral az alaphoz nyomják. A következő lépés a bütyök hosszabbítása vagy a görgő beállítása. Ebben a szakaszban egyeztetik a rés átmérőjét és a munkadarab metszetét. A normál esetben látható bütyökdarabok az alkatrészhez támaszkodnak.
Görgetéskor feltétlenül ellenőrizni kell, hogy egyenletesen forog-e.
A maradék alkatrészt esztergagépen is ki lehet tenni:
-
beállított munkadarab használata pontosan meghatározott paraméterekkel;
-
acél kerek fa felhasználásával;
-
a rack rész használatával, amelybe a mikrométert szerelik.

Az első mód a szerkezet aprólékos rögzítésének szükségességét jelenti a megmunkáló központokban. És a kör megnövelt pontossága is fontos, különösen ott, ahol az állandó pihenővel érintkezik. Ez azt jelenti, hogy korai szünetre van szükség. Precíziós mérőeszközökre van szükség, ha a megmunkált nyersdarabokhoz igazítást végeznek, mielőtt az ilyen alkatrészek a technikusok rendelkezésére állnak. A mindennapi gyártási gyakorlatban nem mindig célszerű az ütközőket ilyen módon beállítani. Ezért a probléma megoldására egy alternatív módszert hoztak létre - acél kerek fa felhasználásával. Ilyenkor ellenőrzik, hogy mennyire forog. A csavarásnak szabadnak kell lennie. A működés közbeni szükségtelen terhelések és rezgések teljesen hiányoznak.
A stabil pihenés csak akkor használható, ha a munkadarab ideális geometriai jellemzőkkel rendelkezik. A helyrehozhatatlanul torz paraméterekkel rendelkező nyersdarabok feldolgozása nem megengedett. Először is az alsó bütyköket hozzák az alkatrész alá. A mérő határozza meg a távolságot a teljes hosszon. A távolságokat a lehető legegyenletesebben kell tartani.
Ha az előlapot nem nagyolásra, hanem simításra helyezik, akkor a telepítés a következőképpen történik:
-
határozza meg a kívánt pontot az alkatrészen;
-
mérje meg a kívánt szakaszt;
-
rögzítse a tüskét a fejtartóban;
-
tedd ki az eszközt pontosan annak mentén;
-
távolítsa el a tüskét, tegye helyette a szükséges részt;
-
a stabil támaszt ugyanúgy kell elhelyezni, mint korábban, szem előtt tartva annak szigorú párhuzamosságát a tüskének megfelelő beállítási helyhez képest.













A megjegyzés sikeresen elküldve.