Függőleges esztergagépek

A függőleges esztergagépek nagyon jó felszerelések lehetnek számos iparágban. De pontosan meg kell találnia, hogy mi a céljuk és a fő alkatrészeik, mivel van felszerelve a sebességváltó. Ezenkívül tanulmányoznia kell az eszköz egyéb jellemzőit, a CNC gépek bütykeit, meg kell ismerkednie a kiválasztási kritériumokkal.
Eszköz és működési elv
Nagyon nehéz pontosan megmondani, hogy mi az általános nézet az esztergáló-fúró esztergagépekről. Nagyon sok módosítás képviseli őket. Valamint minden verziót úgy optimalizáltak, hogy egy nagyon specifikus manipulációt hajtson végre, ami előre láthatóan tükröződik megjelenésében és műszaki teljesítményében is. A függőleges esztergagépek univerzális modelljei fokozatosan terjednek. De még mindig nagyon komoly különbségek vannak köztük.


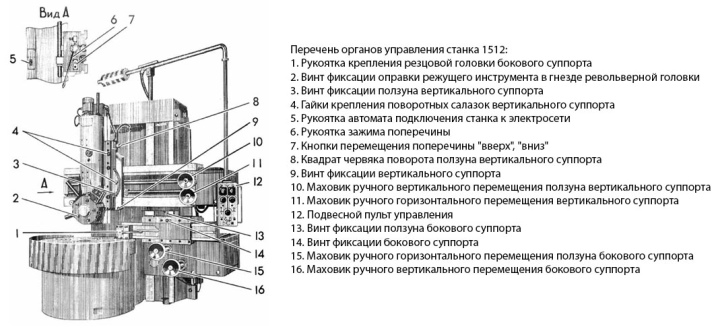
Az eszközdiagram fő csomópontjai a következők:
- állványok;
- egy átviteli kapcsolat, amely biztosítja a fő alkatrészek és a hajtás összekapcsolását;
- Ellenőrző pont;
- konzolos szerelvény, amelynek köszönhetően az orsó mozog;
- féknyergek (bal és jobb oldalon találhatók);
- műszaki burkolat;
- bölcső előlaphoz;
- egy pár etetődoboz;
- kezelői vezérlőrendszer;
- teljesítményvezérlő egység;
- elektromos panel.
A függőleges esztergagépek segítségével különféle manipulációkat végezhet:
- vágjon egy hornyot;
- adja meg a kívánt formát a hengeres vagy kúpos részek felületének;
- készítsen lyukakat a szükséges paraméterekkel;
- sík területek csiszolása;
- hajtson ki egy fém munkadarabot;
- faragást rendez;
- formázott felületet készítsen.


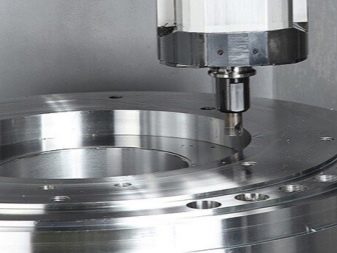
Fúró- és marópofákat fúróesztergagépeken használnak.
Akár nagy előlappal rendelkező modellekhez is tervezhetők. Segítségükkel a munkadarab tökéletesen rögzíthető, még akkor is, ha nehéz és nagy méretű. Egy tipikus készlet általában 4 vagy 8 pofát tartalmaz. A függőleges esztergagépek egyre inkább szoftveres vezérlésűek (azaz numerikus vezérlést alkalmaznak).
Ez a megközelítés minimálisra csökkenti az emberi tényezőhöz kapcsolódó veszélyt. Neki köszönhetően a feldolgozási pontosság jelentősen megnő. Ezenkívül az ilyen berendezések lehetővé teszik, hogy olyan sebességgel dolgozzon, amely még az egyszerű berendezéseken dolgozó legtapasztaltabb körhintaforgatók számára is teljesen elérhetetlen. A kézi változatokat az egyszerű esztergálási műveletekre korlátozódó iparágakban vagy a szerkezetek nagyolásánál használják. A megmunkálandó munkadarabokat főként az előlaptartókban rögzítjük.


Ezután indítsa el a forgást alacsony sebességgel. Ez a futás biztosítja, hogy a munkadarab megfelelően legyen központosítva. Ezután beviszik az orsófejet. A traverz mentén mozgatják. Végül elindul a folyadékellátás, amely keni a gépet és eltávolítja a felesleges hőt.
A fordulatszámok és a feldolgozási módok szabályozása attól függ, hogy a sebességváltó milyen mértékben van felszerelve, milyen alkatrészek vannak benne, hogyan vannak konfigurálva. Mindezt a kiválasztott kinematikai séma figyelembevételével tervezték.
Vannak függőleges esztergagépek egy vagy két állvánnyal. A kétoszlopos változat nagyobb munkadarabok kezelésére is alkalmas, ugyanakkor nagyon hatékony. A kétoszlopos berendezés ágyai egy kereszttartót tartalmaznak fúró és forgó féknyergekkel.

Ezen féknyergek mozgatásához általában vízszintes vezetőket biztosítanak. A fúrótömbnek hosszirányú kocsija van, forgatószerkezettel. A mechanizmus része a csúszka, amelyre a vágótartót helyezzük. Az unalmas csúszda és a hozzá adott mellékletek helyes használata lehetővé teszi:
-
kúpos felületekkel dolgozni;
-
fúrások;
-
átvágja a belső hornyokat.
A konkrét árnyalatoktól függetlenül az ilyen gépeket olyan alkatrészek manipulálására tervezték, amelyek szakasza lényegesen nagyobb, mint a hossza. Leggyakrabban 50 cm-nél nagyobb szakaszokról beszélünk. Könnyű megérteni, hogy az ilyen technikára a gépészet speciális ágaiban van kereslet, ahol nagyméretű termékek előállítására van szükség.
Egy olyan mechanizmus, mint a körhinta, lehetővé teszi a kívánt elemek mozgatását egy teljesen zárt vízszintes úton.

Ha a fúróeszterga forgácsolóeleme homlokfelülettel dolgozik, akkor gyűrű alakú hornyok képződnek rajta. Ha magát a szerszámot vízszintes síkban mozgatja, akkor már nem kör alakú, hanem spirális hornyokat lehet csiszolni. A működési módok és finombeállítások változtatásával ezeknek a barázdáknak a magassága meglehetősen drasztikusan megváltoztatható. A hornyok tetszőleges mélységig vannak kidolgozva - ez csak attól függ, hogy milyen intenzíven van eltemetve a munkadarab. Vannak olyan eszközök, amelyek segítségével az oldalfalakon is hornyokat lehet kialakítani – nem mindegy, hogy ezek az oldalfalak belül vagy kívül helyezkednek el.
Faj áttekintés
Bejelentkezés alapján
A sokoldalú modelleket a műveletek széles körére optimalizálták. Természetesen veszítenek az egyéni manipulációk előállításának tökéletességében. A speciális eszközök szűk fókuszúak, de bizonyos típusú munkákat hibátlanul végeznek. Az univerzális eszterga és fúró eszterga leggyakrabban egyetlen állvánnyal rendelkezik. Az ilyen eszközök méretének saját mérettartománya van, és ezeknek a méreteknek a kiválasztását a munkadarab szakasza határozza meg.


A rendkívül speciális eszterga- és fúrógépeket általában univerzális minták alapján tervezik.
A specializáció elérhető:
- a feldolgozási magasság növelése vagy csökkentése;
- a féknyergek számának megváltoztatása;
- a féknyergek kialakításának módosítása;
- segédhajtófejek bevezetése;
- olyan csomópontok kialakítása, amelyek lehetővé teszik összetett műveletek végrehajtását.



A támogatási pontok száma szerint
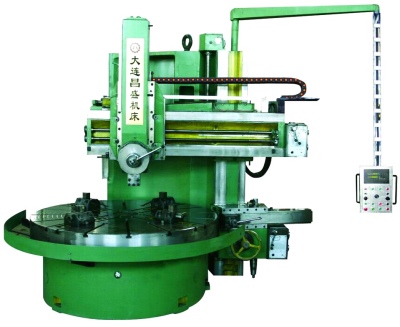
Az egyoszlopos gépek előnyösen numerikus vezérlőrendszerrel vannak felszerelve. Lehetővé teszik a 150 cm-nél nem nagyobb keresztmetszetű szerkezetek kezelését. További alkalmazási terület a kúpos felületek manipulálása. Minden egyoszlopos gép tartalmaz egy oldaltámaszt egy univerzális tartóval.
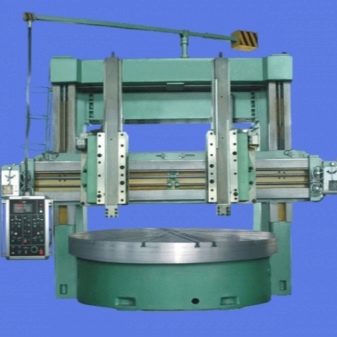
A készülék kétoszlopos típusát fokozott merevség és megbízhatóság jellemzi, ezért különösen nagy súlyú munkadarabok megmunkálására használják. A kereszttartó és a támasztékok mozgása egy speciális egység - "portál" - segítségével történik.


A féknyergek számával
Lehet belőlük egy vagy több. Az egytartós modelleket viszonylag szűk alkalmazási terület jellemzi.
Minél több ilyen elem, annál szélesebb az alkalmazási kör.


Az orsófej típusa szerint
A szokásos kialakítás egyetlen vágóra épül. Egy modernebb típus a torony. Ezzel egyszerre több vágóelemet is használhat. A mozgás vízszintesen és függőlegesen is irányul az Ön választása szerint. A vágókat egyenként rakják a fejbe, és egyenként nekilátnak a dolgnak.

A munkamozgások vezérlésének típusa szerint
A közönséges műhelyekben és otthon a fémfeldolgozáshoz gyakran manuális technikákat használnak. Az egyszerűség és a könnyedség ellenére az ilyen eszközöknek van egy mínuszuk - nagyon óvatosan kell eljárnia. Egy ilyen technika csak egyszerű feladatokkal tud megbirkózni, és ezek végrehajtása során is óriási szerepet játszik az emberi tényező.Ezért a CNC gépek még a háztartási szegmensben is egyre meggyőzőbb vezetők a megemelkedett áraik ellenére.
Érdemes odafigyelni a berendezés paramétereire. A tipikus gépek, amelyeket sok esetben az ipar szállít, a fő villanymotoron kívül több segédhajtással is rendelkeznek. Ezek a speciális egységek lehetővé teszik a gyártógép egyes részeinek pontosabb irányítását. Minél nagyobbak az alkatrészek, annál erősebbnek kell lenniük az erőműveknek. Az iparban nem ritka a 10 kW vagy annál többet fogyasztó esztergagép-modellek alkalmazása.


A körhinta technológia megnövekedett üteme nagyrészt az előlapok rögzítésének sajátosságainak köszönhető. Számítanak rá a manipulációk fokozott pontosságáért is. Ezért lehetséges olyan munka elvégzése, amely szigorúan korlátozott tűréshatárokat igényel. Érdemes odafigyelni a nyersdarabok maximális magasságára és keresztmetszetére. A szerkezetek magassága változhat - különböző esetekben 80-500 cm.
Az alkatrészek feldolgozási pontosságát a kulcsblokk beállításainak minősége határozza meg. Mint már említettük, CNC használatakor ez a szám maximális. Egyes nagy pontosságú kontúrozógépek még alacsonyabb hibaarányt is képesek kimutatni.
A munkát azonban nem lehet állandóan ilyen magas szinten tartani.

Top modellek
Az unalmas eszterga piac számos különféle modellt tartalmaz. A Dalian Guofeng Machine Tools jó ajánlatot tesz. 5231, 5240, 5250 modelljei magabiztosan vehetik fel a versenyt a legjobb hazai kivitelekkel. Megnövelt pontosság jellemzi őket, és meglehetősen praktikusak. Még az összetett geometriai formájú nyersdarabok is sikeresen feldolgozhatók.

Az imént leírt modellek mindegyike két állvánnyal rendelkezik. De vannak egyoszlopos változatok is a kínai cég választékában. Teljesítményük nem kevesebb, mint 22 000 watt és nem több, mint 45 000 watt. Az 5110-ről 5131-re történő módosítások numerikus vezérlésűek. Az ilyen berendezések meglehetősen hatékonyak, speciális szervókkal kiegészítve.
A svájci ENCE GmbH termékeiért többet kell fizetnie. Minőségi mutatói azonban magasabbak. Ez a gyártó több sort is tud egyszerre kínálni. Tehát a LEN 3000-5000 gyárilag CNC nélküli gépek, de ha szükséges, egy ilyen vezérlőegység is hozzáadható. A fő tápegységnek néhány fokozata van. Elektromos motorja 16 különböző sebesség leadására képes.

Ha 125-200 cm méretű nyersdarabokkal kell dolgoznia, Előnyben kell részesíteni a LEN 1250-2000 sorozatot... Ezek az eszközök görgős vezetőkkel rendelkeznek. Maguk a görgők nagyon nagy pontossággal gyártott gördülőcsapágyakat tartalmaznak. A hibacsökkentés a kiegyensúlyozott szerszámtartókkal is elérhető. A berendezés megbízhatóságának és stabilitásának növelése érdekében a Siemens elektromos részeivel van felszerelve.

A hazai cégek közül meg kell említeni a krasznodari nehéz szerszámgépgyárat. Egyszerre több függőleges esztergamodellt szállít. A féknyereg mozgatásához edzett acél vezetőkkel vannak ellátva. A kétoszlopos kialakítás egy pár toronynyerget vagy torony- és fúróegységek kombinációját alkalmazza. Egyes modellek lehetővé teszik a nagynyomású folyadékhűtés használatát.

A Stankonov vállalat 1A516MF3 verziója szintén figyelmet érdemel. Állványa csavarokkal van rögzítve az asztalhoz (a távtartó közvetítőként működik). Az öntöttvas kereszttartót öntéssel állítják elő. A készülék akár 10 000 kg tömegű munkadarabokat is képes kezelni.
A féknyereg előtolása fokozatmentesen állítható.

Alternatív megoldás a "TBS" cég termékei. Pontosabban az egyoszlopos 1512 / 1516F11 és 1512 / 1516F3 verziók. Külön meghajtókkal ellátott feedeket használnak. Alapértelmezés szerint a toronynyergeket használják; az ügyfelek kérésére speciális bilincsekkel szerelik fel, amelyek leegyszerűsítik a kerekek feldolgozását.A központi kenésnek köszönhetően a nagy megbízhatóság megmarad.

A választás kritériumai
A függőleges esztergagépek nagy átmérőjű előlappal rendelkezhetnek. Ez határozza meg, hogy mekkora lesz a berendezés és a munkadarabok mérete. Az előlap elforgatásának sebessége viszont meghatározza a rendszer hatékonyságát. A kúpos alkatrészek gyártásához egylábú modellekre van szükség. A kétoszlopos változatok népszerűbbek, ha 160 cm-es vagy annál nagyobb keresztmetszetű munkadarabokkal dolgozunk.
Számos esetben fontos szerepet játszik a fémmegmunkálási módszerek megválasztása. És ezek megvalósíthatósága egy adott gépen attól függ, hogy a munkaegységek milyen messzire mozognak függőlegesen és vízszintesen. A féknyereg dőlésszögének változtatásával befolyásolható a gyártott termékek geometriája. Minél kifinomultabb és változatosabb, annál nagyobb elhajlási szöget biztosítanak a tervezők. Vannak más paraméterek is, amelyeket szintén fontos figyelembe venni.


Így, az előlap legnagyobb és legalacsonyabb sebessége mellett ügyeljen az átmenetek számára is. Minél nagyobb, annál pontosabban állíthatja be az üzemmódot. De ennek az előnynek a másik oldala a kinematika bonyolultsága. Nehezebb kiszámítani, és a munka közbeni meghibásodások valószínűsége nő. Célszerű odafigyelni a szerszámtár kapacitására.
Ha elég nagy, a fémfeldolgozási folyamat leegyszerűsödik. Ideális esetben a teljes gyártási láncot egy vagy több azonos típusú gépre koncentrálhatja. A CNC-eszköz kiválasztásakor gondolnia kell a végrehajtó egységek működésének pontosságára. A kritikus pont az elforgatott előlap rögzítésének pontossága; adott szögből bármilyen elfordulása elfogadhatatlan. A szerszámcsere hatékonysága érdekében megkülönböztetik a revolverfejes gépeket.















A megjegyzés sikeresen elküldve.