Mik azok a gépi útmutatók és hogyan válasszuk ki őket?
A vezetősínek a szerszámgépek legfontosabb részei, mivel ezektől függ a szerszámmozgás pontossága. A cikkből megtudhatja, melyek a CNC gépek körkörös és lineáris vezetői, amelyeket jobb választani - görgős, golyós vagy más alumínium vezetőket.


Általános leírása
A munkadarab és a szerszám bármilyen kölcsönös mozgása vezetők - egyfajta sínek - mentén történik. Ezek mentén halad a gép munkateste, vagy a benne rögzített munkadarabbal ellátott eszköz. És mivel ezek a mozgások közvetlenül befolyásolják a termék minőségét, a vezetőknek számos követelménynek kell megfelelniük.
-
Merevség és keménység. A fémmegmunkálás során nagy forgácsolóerők lépnek fel - 100 kg vagy több. Lehetetlen megengedni, hogy a gép munkateste a megadott minőségnél többet "járjon". Ezért a vezetők ötvözött acélminőségekből készülnek - ШХ-15, 95Х18, majd hőkezeléssel, valamint különféle típusú kerámiákkal.
-
Alacsony súrlódási erő. Összetett alkatrészek CNC gépeken történő megmunkálásakor a szerszám rándulással és gyorsulással mozog. És a megnövekedett súrlódás miatt a mozgások pontossága elveszik.
-
Kopásálló. A famegmunkáló gépek egyszerű modelljeiben a vezetőket egy darabban öntik az ágyakkal, a CNC gépeknél pedig mechanikusan kapcsolódnak hozzá. De minden esetben a javítás nehéz és felelősségteljes vállalkozás.

Mivel számos géptípus és modell létezik, a hozzájuk tartozó útmutatók eltérőek.
Nézetek
Bármely gép alakító mozgása a forgás és a lineáris mozgás. Szükségük van a megfelelő útmutatókra.
-
A körasztalokat gyakran használják olyan forgóasztalokban, ahol a munkadarabot minden oldalról megmunkálják. Marógépekben és 5 tengelyes gépekben találhatók.
-
Az esztergagépek és többműveletű CNC-vel ellátott gépek erőfejei és féknyeregei lineárisan mozognak függőlegesen és vízszintesen.
-
Speciális szerszámgépekhez szükségesek a ferde.

Minél egyszerűbb az útmutatók elkészítése, annál olcsóbbak, de nem mindig adják meg a kívánt mozgási pontosságot. Ezért helyesen kell kiválasztani a keresztmetszet alakját.
-
Téglalap alakú, az ággyal egy időben öntött, a legegyszerűbb. Gyakran megtalálható az olcsó asztali gépekben.
Nagy csapágyfelületüknek köszönhetően jól bírják a statikus terhelést, de nagy a súrlódási erejük.
Nem különböznek egymástól a munkavégzés nagy pontosságában, mivel a kopás miatt játék jelenik meg a sín és a persely között. De javíthatók, könnyen polírozhatók.


- Háromszög vagy prizma alakú, pontosabban azért, mert a ferde éleknek köszönhetően nincsenek hézagok. Széles körben használták a szerszámgépgyártásban, de mára fokozatosan más típusok váltják fel őket.

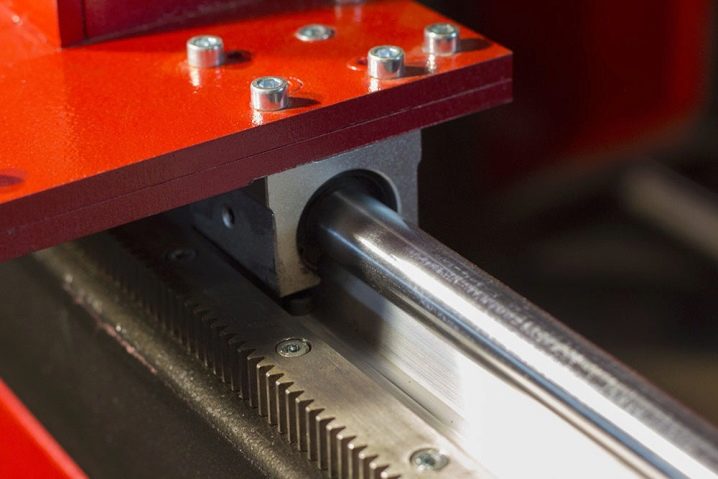
- Polírozott hengeres tengelyek - egyszerű és általános, könnyen felszerelhető a gépre vagy cserélhető. Az indukciós edzés és a felületkezelés biztosítja a kopásállóságot és az alacsony súrlódási együtthatót. De van egy hátránya - a szélek mentén történő rögzítés saját súlya vagy a féknyereg tömege alatti megereszkedéshez vezet. Egy kicsit, de már termékhibákhoz vezet. Ezért az ilyen vezetőket nem készítik 1 m-nél hosszabbra, és az átmérő és a tengely hosszának aránya legalább 0,05, előnyösen 0,06-0,1 legyen.

- Bordás tengelyek jobban ellenáll a hajlításnak és csavarásnak. A tengely mentén haladó persely pedig nem tud magától elfordulni, ami merevséget ad az egész gépnek. A bordás tengelyek hátrányai ugyanazok, mint a polírozott tengelyeké.És még egy dolog - a bordás tengelyt nehéz megfelelően felszerelni a gépre, ezért ritkák.


- Hengeres sín - ezek közönséges kerek vezetők, de a teljes hosszon a prizmatikus támasztékhoz vannak hegesztve. Ez növeli a merevséget. Amikor a gép nagy munkadarabokkal dolgozik, ezek a vezetők az ágyakkal együtt hajlítva vannak, így a szerszám vagy a munkadarab egymáshoz viszonyított helyzete nem változik. Ez azt jelenti, hogy a pontosság nő. És az ilyen sínek olcsók.


- "Fecskefark" nehéz szerszámgépekben használják, amelyek merevséget és stabilitást igényelnek váltakozó és statikus terhelés mellett. Egy darabban öntötték az ággyal, így kopáskor nehéz javítani őket. Csak egy gyártó vagy egy nagyon diszkrét személy, aki kézzel dolgozik, tudja a síkokat teljes hosszában csiszolni. De az ilyen sínek hosszú ideig szolgálnak.
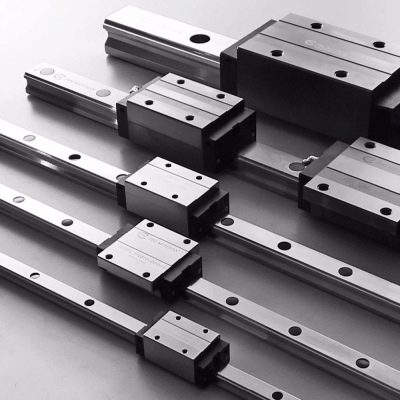
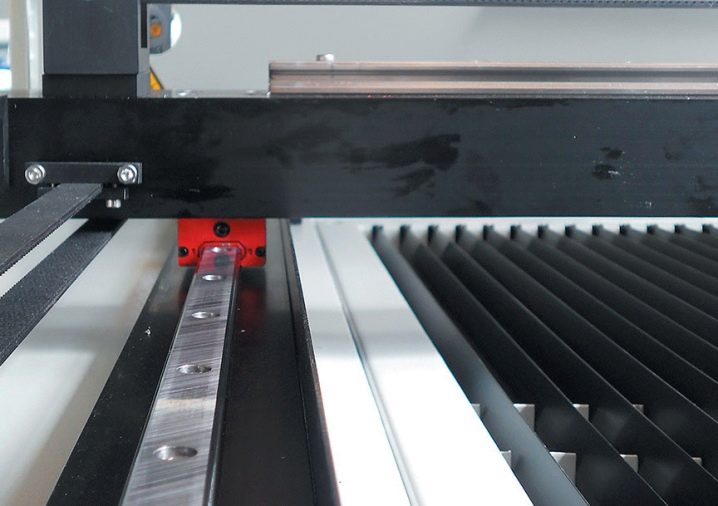
- Acél alumínium profilok - a legmegbízhatóbb a munkában. A hornyoknak köszönhetően, amelyek mentén a golyók vagy görgők mozognak, az ilyen vezetők jól tartják a terhet, nem játszanak, nem csavarodnak vagy hajlanak.
De drágák, mert különösen jó minőségű feldolgozást igényelnek a gyártás során. És nehéz őket felszerelni a gépre, mivel nagy pontosságra és a rögzítőelemek igazítására van szükség.
A gép minőségét nem csak maguk a sínek, hanem azok illeszkedő hüvelye is befolyásolja. A gépészetben ezeket egy kifejezésbe - útmutatókba - egyesítik. A súrlódás, a pozicionálási pontosság és minden, ami a mozgást befolyásolja, a pár kialakításától függ. Ezért a vezetők különbözőek: csúszó, gördülő és kombinált.
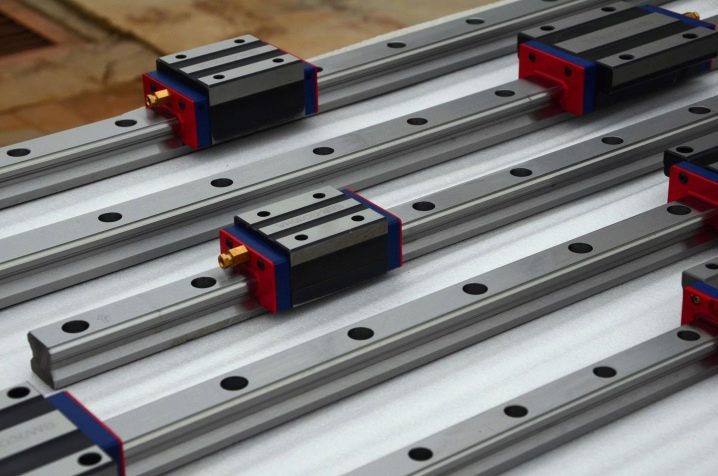
Gördülő vezetők
Ezekben a golyókon vagy görgőkön lévő féknyereg persely a sínen halad. A hüvelyen speciális csavarhornyok vannak kialakítva, amelyeknek köszönhetően a golyók, amikor elérik a szélét, visszatérnek eredeti helyzetükbe. Csapágyra hasonlít. Ennek a megoldásnak számos előnye van.
-
Jó dinamikus tulajdonságok és alacsony súrlódás - a féknyereg gyorsan fel tud gyorsulni és megállni. Ez elengedhetetlen a kis alkatrészek, például kivágások és hornyok precíziós megmunkálásához.
-
Alacsony hőleadás - a sínek nem deformálódnak a hőhatások miatt. Ez különösen jó a nagy pontosságú (precíziós) berendezésekhez.
-
Könnyen karbantartható - kopáskor elegendő a golyókat kicserélni. Lágyabbak, mint a vezetősín, ezért gyorsabban kopnak.


De van egy hátránya - egy kis csillapító képesség. Ez azt jelenti, hogy a vágás során keletkező rezgések változatlanul átkerülnek az ágyra. Ez csökkenti a megmunkálási pontosságot és hulladékhoz vezet. Rezgések lépnek fel például, ha a nagyolási műveletek során az alapanyag egyenetlen.
A görgős vezetők kissé eltérő kialakításúak. Ezek görgős és labda.
-
A hengeresek nagyobb terhelést viselnek el, mint a gömbölyűek. De a görgők végein fellépő súrlódás csökkenti a dinamikus tulajdonságokat.
-
A golyóscsapágyak jobban megfelelnek a precíziós munkának, de nem tűrik a magas forgácsolási adatokat.


Nehéz körülményekhez más szerkezetekre van szükség.
Csúsztatók
Bennük a hüvely a sín mentén csúszik a kenőanyagréteg mentén. A nagy támasztófelületnek köszönhetően komoly terhelésnek is ellenállnak, beleértve az ütési terhelést is, ezért széles körben alkalmazzák a kezdeti feldolgozási módokban. De ezekben a vezetőkben a statikus súrlódási erő sokkal nagyobb, mint a mozgási súrlódási erő, ezért alacsony sebességnél a csomópontok nem egyenletesen mozognak, hanem ugrásszerűen.


Ennek kompenzálására különféle műszaki megoldásokat alkalmaznak.
-
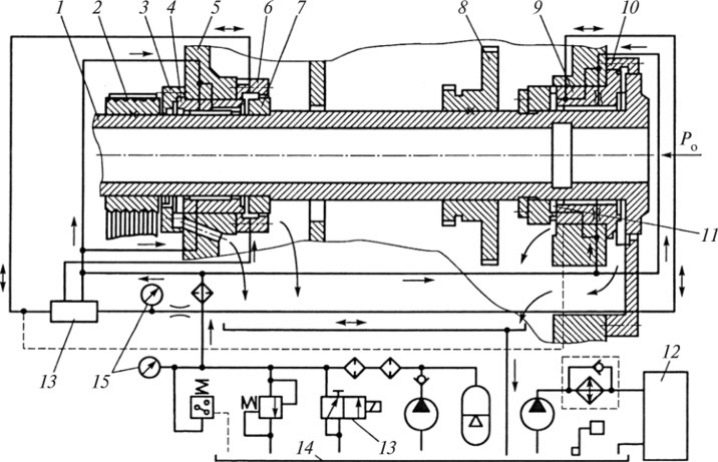
A hidrodinamikusok egyszerű és megbízható kialakításúak. Ezekben a sín és a persely közötti kenőhornyokon keresztül szívják be az olajat, amely elválasztja a dörzsfelületeket. Ezek a hornyok a sín teljes hosszában vannak. Ezek a vezetők nagy merevséggel és jó csillapítási tulajdonságokkal rendelkeznek. Hátrányok - csak nagy sebességnél működnek jól, különben nincs hidrodinamikai hatás. Emellett a működési feltételek is romlanak a gyorsítás és lassítás során.Ezeket az útmutatókat széles körben használják gyalu- és körhintagépekben.
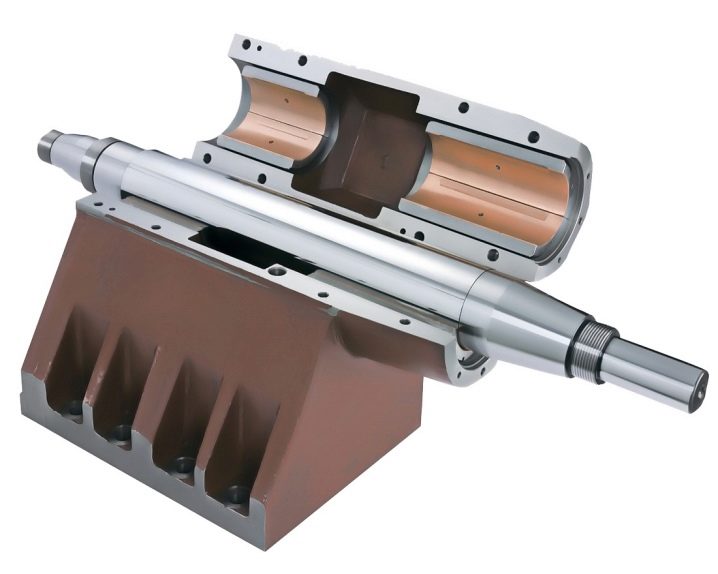
- A hidrosztatikusak mentesek ezektől a hátrányoktól. Ezekben a kenést egy szivattyú nyomás alatt szállítják, ezért a felületen mindig 10-50 mikron, néha 100 mikron vastagságú olajfilm található.

De komoly hátrányaik vannak - felszerelésre van szükségük az olaj keringetésére és szűrésére, működés közben felmelegszik, és speciális eszközökre van szükség a féknyereg kívánt helyzetbe rögzítéséhez. Ráadásul a rendszert nehéz karbantartani.
A hidrosztatikus vezetőket széles körben használják nehéz és egyedi, nagy pontosságú CNC szerszámgépekben. Nyitottak és zártak. A nyitott végű (szalagok nélkül) egyszerűbb kialakítású, stabil működési feltételek mellett és nagy féknyereg mellett használhatók. A zártak jobban ellenállnak a hajlításnak és billenésnek, de gondos és költséges felépítést igényelnek.
- Az aerosztatikusak olaj helyett levegőt használnak. Ezért alacsony súrlódásúak, nagy pontosságúak és tartósak. És ha eltávolítja a levegőellátást, a féknyereg biztonságosan rögzítve lesz, ellentétben a hidrosztatikus eszközökkel. De merevségük és dinamikájuk rosszabb, ráadásul az alacsony levegősűrűség miatt ingadozások jelennek meg. Ezenkívül a légcsatornákat rendszeresen tisztítani kell.

Ezek az útmutatók beváltak a könnyű szerszámgépeknél. Koordináta mérőgépekben, NYÁK-gépekben és hasonló berendezésekben használják.
Gyakran használnak olyan szerkezeteket, amelyek egyesítik a különböző típusú vezetők pozitív tulajdonságait.
Kombinált
Félfolyékony vagy folyékony kenést, vegyes gördülő-csúszássúrlódást és egyéb megoldásokat alkalmaznak. Nagy merevséget és sima működést biztosítanak. De rövid az élettartamuk.
Bármilyen tökéletes is a berendezés, védelmet igényel a sérülések ellen és rendszeres karbantartást igényel.
Tartozékok és fogyóeszközök
A fő feladat az, hogy a dörzsölő részek között ne legyen más, csak olaj. Ehhez a vezetőket speciális eszközökkel védik.
-
A gumi hullámos védelem nem ad hűtőfolyadékot (vágófolyadék) fémtermékekre kerül, megvédi a portól és az apró törmeléktől. De nem fog megbirkózni éles forgácsokkal vagy nagy tárgyakkal, például ha a munkadarab az ágyra esik.
-
Megbízhatóbb a gördülésvédelem. Amikor a féknyereg elmozdul, felgördül, másrészt éppen ellenkezőleg, kinyílik. Ezért a vezetőket mindig fémszalaggal borítják, bár vékony falúak.
-
A teleszkópos a legmegbízhatóbb. A vastag doboz a vezetők teljes hosszára kiterjed, és minden oldalról bezárja azokat.

De ne feledje, hogy minél masszívabb a védelem, annál több erőfeszítést igényel az összecsukása. És minél erősebb a súrlódás. Ezért nem szabad a teleszkópos változatot választani gyenge vagy precíz gépekhez, amelyeknek magas dinamikus tulajdonságokra van szükségük. De a védekezésen sem ajánlatos spórolni.
-
A vezetőket néha kézzel kell megtisztítani. Ehhez kaparó kell.
-
Ha pedig túl sok törmelék keletkezik működés közben, akkor célszerű az ablaktörlőt a féknyeregre rögzíteni.
A technika pedig szereti az ápolást.
-
A rongy ideális a szennyeződések és a régi olaj eltávolítására a felületekről.
-
A felületek kenésére szolgáló olaj pedig megvédi az alkatrészeket a korróziótól. Ezenkívül a vezetőket időnként olajban kell öblíteni, hogy megtisztítsák az oxidoktól.

De ha ezek az eszközök nem működnek, mindig vásárolhat új útmutatókat.
Választható jellemzők
Javításkor egyszerűen megvásárolhatja ugyanazokat az útmutatókat. Vagy frissítheti a gépet. Csak vegye figyelembe néhány pontot.
-
Az útmutatók előre feltöltve vannak. Ezt a kocsiban lévő golyók vagy görgők átmérője szabályozza. Például az X és Y tengelyen CNC-vel rendelkező esztergagépeknél az interferenciaerőnek 0,08 C-nak kell lennie. A Z tengelynél pedig 0,13C-nak kell lennie. Ekkor a teljes szerkezet nagy merevsége garantált.
-
A vezetőknek meg kell felelniük a teljes gép pontossági osztályának.

Határozza meg a termék típusát.
-
1 m-nél rövidebb puha munkadarabokhoz a polírozott tengelyek alkalmasak.
-
Fém vagy nagy fadarabok élezéséhez profilsínekre van szükség.
És végül, csak megbízható üzletekben vásároljon alkatrészeket.
Gyakran előfordulnak hamisítványok, amelyek nemcsak a munkadarabokat rontják el, hanem a szerződést is megszegik. És hogy bizonyítsd az igazad, készíts videóra az új útmutatók kicsomagolását egyetlen felvételben, szerkesztés nélkül.













A megjegyzés sikeresen elküldve.