Mindent a panelfűrészekről

Mindent tudni a panelfűrészekről azt jelenti, hogy megfelelően megszervezzük a gyártást a használatukkal. Vannak függőleges panelfűrészek és CNC modellek; beállításaik és méreteik külön tárgyalást érdemelnek. Ezenkívül ki kell találnia, hogyan válasszon minigépet és bilincset, ami pontozótárcsákat és védőburkolatokat jelent.



A teremtés története
A modern falapfűrész legkorábbi prototípusa - körfűrész vagy körfűrész - már 1803-ban ismertté vált. Jelentősen különbözött a födémek vágására szolgáló modern berendezésektől.
A párizsi kiállításon bemutatott készüléken nem volt kocsi. Egy ilyen fontos elemet a német fejlesztők jóval később adtak hozzá. További 103 évbe telt egy ilyen találmány elkészítése. Természetesen a jövőben a szerszámgépek tovább fejlődtek, bár nem ilyen globális mértékben.

Eszköz és működési elv
Érdemes a panelfűrészek működésének leírásával kezdeni. Sokoldalú felszerelésnek minősülnek. Az ilyen eszközök a következőkre képesek:
- deszkákat és gerendákat hosszirányban és keresztirányban vágni;
- teljes formátumú táblák és lapok feldolgozására;
- munka kompozit anyagokkal;
- vágjon ki több üres lapot az összes felsorolt anyagból;
- vágott és átfűrészelt és vakhornyok;
- vágja egy bizonyos szögben a munkadarab ágyához.
A panelfűrész (körfűrész) berendezés alkalmas műhelyekbe, valamint kis- és középvállalkozások számára. Nagy gyárakban az ilyen eszközök kísérleti gyártási helyszíneket szolgálnak ki. Mind a könnyű, mind a közepes és nehéz eszközök megközelítőleg azonos módon vannak elrendezve. Fontos részük az ágy. Vastag minőségi acéllemezből hegesztéssel készül.
A hegesztési munka végeztével a fémet öregíteni vagy izzítani kell. Ez a feldolgozás kiküszöböli a vetemedést a gép használata során. A könnyű gépeket úgy tervezték, hogy egyetlen meghajtást biztosítsanak a maró- és főfűrészekhez.
Nehéz berendezésekben a fűrészeket egy pár motor hajtja. Teljesítményük legalább 5500 W, és a készlet mindig tartalmaz egy hasítókést.
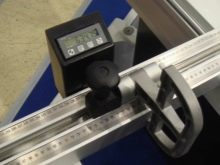
A fűrészegységhez való hozzáférés nagyon egyszerű. A vágások egybeesésének beállítása a fő- és metszőfűrésszel kívülről történik. Fontos szerepet játszik az eszköz, amely lehetővé teszi a fűrészrendszer megdöntését. Lehetővé teszi ferde vágások készítését, beleértve a ferde élek levágását az alkatrészek felületén. A védőburkolatnak és a szívórendszernek köszönhetően csökken a sérülésveszély és a vágás során elkerülhetetlenül keletkező forgácsok kiürülnek.
A közepes és nehéz gépek további alsó forgácsszívással vannak felszerelve. A gépasztal mindig masszív. Ellenkező esetben nem fogja elég hatékonyan rezgéseket tartani. A minőségi termékek kemény felülettel vannak felszerelve. Enélkül a felület gyorsan elhasználódik és korróziót szenved.



A mozgó kocsi fontos szerepet játszik. Merevség és szilárdság kell tőle. Ebben az esetben szükséges, hogy könnyű legyen, és ne legyen nagy tehetetlensége, ne lassuljon. A kocsi mozgása nagymértékben függ a vezetőelemtől.Nincs értelme a golyós, görgős vagy kombinált vezetők előnyeiről vitatkozni – ezeknek a típusoknak mindegyikének létjogosultsága van, és a felhasznált anyagok minősége döntő jelentőségű.
A kocsik normál elhelyezéséhez mindig van egy tartóblokk. Megbízhatónak kell lennie, ugyanakkor nem kell nagy ellenállást kifejteni a mozgással szemben. Egy speciális részlet felelős a födémek normál vágásának és a rúd átmérőjű fűrészelésének lehetőségéért - egy keresztütköző. Az elvégzett munka pontossága az állítható lengésütközőktől függ. Általában a készletben szereplő mennyiségük nem elegendő, és további példányokat kell vásárolnia és telepítenie.


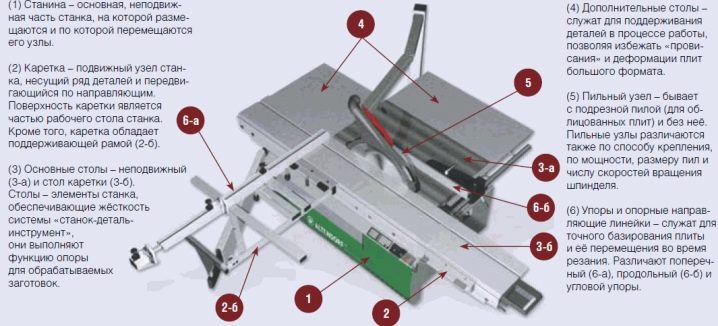
De biztosan nem lehetett volna dolgozni hosszanti vonalzó nélkül. Egy ilyen szerkezetet úgy alakítanak ki, hogy a beállítások megadása után ne hajlítsa meg, ne mozduljon el. Ezt a beállítási folyamatot a legjobb digitális mutató segítségével elvégezni. Ezenkívül a panelfűrész a következőket tartalmazza:
- hosszanti vonalzót tartó eszköz;
- a magasság beállításáért felelős lendkerék (a legerősebb gépekben motoros hajtást használnak helyette);
- sarokütközők (az ilyen alkatrészek nem csak merőlegesen, hanem más szögekben is lehetővé teszik az anyag vágását);
- kiegészítő bilincsek - azért szükségesek, hogy az alkatrészek, beleértve a lemezeket is, ne mozduljanak el a folyamat során;
- fogadóasztalok (a késztermékeket áthelyezik rájuk);
- tolófogantyúk (nekik köszönhetően biztonságosabb a munkavégzés a fűrészelés utolsó szakaszában).


A munkadarab a kocsin nyugszik. Ezt a munkadarabot kézzel kell mozgatnia, készülék segítsége nélkül. Bármely panelfűrész kompromisszumos megoldás. A tökéletesen merev, könnyű és kompakt kocsi elérése nem működik, és ezeket a követelményeket egyensúlyban kell tartani. Maga a kocsi és az ütközők felszerelésének minősége döntően befolyásolja a kapott eredményt.
A kötegelt egymásba ágyazás központjai egy speciális kategóriában vannak kiosztva. Alapértelmezés szerint mindegyik numerikus vezérlőrendszerrel van felszerelve. A munka a fűrészkocsi mozgatásával történik. A lemezek üregeit vagy lapjait egy speciális bilincs mereven tartja.
Ez a technika abban különbözik a hagyományos körfűrésztől, hogy sem az egyes alkatrészek súlya, sem a mérete, sem a termelékenység szintje nincs korlátozva.




Faj áttekintés
Osztályonként
Minden fűrészmodell rendelkezik vágóegységgel. Nekik köszönhetően megakadályozzák a forgácsképződést. A vágás tisztasága garantált a felső réteg megzavarása nélkül. A gazdaságos modelleket egyszerűségük és korlátozott módozatok jellemzik. Erős terhelés esetén a teljesítménymodulok nem bírják ki.
Az üzletcsoport irodája további blokkokkal rendelkezik. Ez a megoldás különösen hatékony cselekvést garantál. A fűrészelemek megnövelt teljesítményűek. Hosszú időn keresztül jelentős terhelést tudnak viselni. A sikeres munkavégzés a teljes műszakban garantált.
A nagyüzemi gyártáshoz a legelőnyösebb modellek az extra osztályúak. Maximum technológiai újításokat alkalmaznak. Ezek főként automata rendszerek. Az ilyen berendezések indokoltak egy nagy üzemben. A kibocsátási egységenkénti költségek minimálisak lesznek.



Építési típus szerint
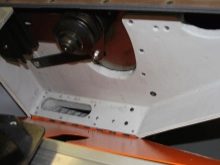
A vízszintes rendszerek mobil kocsival vannak felszerelve, amelyhez körfűrész van rögzítve. Működés közben a lemezt vízszintes síkban helyezik el. Előnye, hogy különböző méretű bútordarabokat vághat. A fűrészlap típus az álló helyzetben történő elhelyezését jelenti.
Az asztalra helyezett lemez vagy más darab a fűrész felé mozdul. Egyes esetekben egy pár párhuzamos buszt használnak egy egyszerű táblázat helyett. Elektromos hajtás esetén speciális görgőkön történő mozgás biztosított. Az ilyen modellek képesek megbirkózni a nagy munkadarabokkal. De az apró részletek is eléggé ki vannak téve nekik.
Vannak függőleges panelfűrészek is. Függőlegesen álló állványra vannak felszerelve. A körfűrész fel-le mozog. Az ilyen típusú gépek beállítása meglehetősen egyszerű; gyakran használják a nagy bútoriparban, és CNC-vel van felszerelve.


Erővel
A minigépek egyes verzióinak teljesítménye 2 kW. De ez a mutató, és még 3-4 kW is, csak a legegyszerűbb munkákhoz elegendő. Néhány tisztességes berendezés teljesítménye 5-7 kW. A kis teljesítményű eszközök ritkán alkalmasak automata rendszerekkel való felszerelésre. Ezenkívül nem praktikusak és gyorsan tönkremennek.

A legjobb gyártók és modellek
A minősítés elsősorban Filato FL-3200B... Egy ilyen gép gyártója az 1970-es évek óta működik. A cég az ipari berendezések egyik vezető szállítójává vált, és széles termékskálát tud kínálni. Konkrétan az FL-3200B rendszer alkalmas hosszirányú, keresztirányú és sarokmegmunkálásra. A kocsi különösen robusztus és szinte nem igényel karbantartást.
Ez a kiváló képviselő számos más vonzó tulajdonsággal rendelkezik, mint például:
- a munka abszolút precizitása;
- a vészleállítás lehetősége;
- fűrész dőlésszöge 0 és 45 fok között;
- vágási magasság a fő elemmel - 11/7 cm;
- az elágazó cső szakasza (forgácsszívás) - 12 cm;
- teljes tömeg - 1050 kg.



Az orosz gyártású termékekről szólva mindenekelőtt meg kell említenünk "Saratovka 3200" modell... Ezt a készüléket különféle termékek pontos vágására tervezték. A kocsi mozgása elegendő nagyméretű födémek megmunkálásához. Porelszívó burkolatot biztosítunk. A főfűrész leszállási szakasza 3 cm, legnagyobb mérete pedig 40 cm; a normál teljesítmény eléri a 4 kW-ot.


Az olasz panelfűrészek közül vonzó SCM Nova sorozat... A mozgóasztal edzett, íves vezetőkre támaszkodik. Ezeknek a síneknek a szélessége 40 cm A tok szerkezete maximális tartósságot és megbízhatóságot biztosít. A fűrészek dőlésszöge nagyon változó.

Figyelemre méltóak a nagy kínai cégek termékei is. WoodTec 1600 modell képes kihívni más nagy beszállítók termékeit. Súlya 480 kg. Az asztal magassága 84 cm A főfűrész metszete 30,5 cm (3 cm leszállási átmérővel).
A rendszert kereszt- és sarokvágásra tervezték:
- ragasztott tábla;
- MDF;
- tömör fa;
- Farostlemez.
Németországból szállítva gép Altendorf F 25 fenomenális színvonalú, ugyanakkor nagyon kompakt. Használható otthoni műhely felszereléséhez és ipari feladatok segédberendezéseként is. A fűrészlap dőlésszöge 0 és 46 fok között változik. A gép magassága 88 cm, dupla görgős kocsi biztosított. A fűrészlap legnagyobb mérete 31,5 cm.


Kötélzet
A panelfűrészek egyes alkatrészei fontos szerepet játszanak. Ezek közül kiemelkedik az excenter bilincs. Lehetővé teszi a megmunkált táblák biztonságos tartását. Ennek a rögzítésnek köszönhetően a fűrészek magabiztosan, minimális hulladékkal végzik munkájukat. Forgácslappal és MDF-lemezzel való munkához gyakran használnak pontozótárcsát.
Néhány ilyen korong a gyémánt csoportba tartozik. A védőburkolat felelős a kezelők biztonságáért. Méretében és egyéb jellemzőiben változhat. De szinte minden ilyen terméknek van kivezetése az extrakcióhoz (aspirációhoz). Ilyen áramkör nélkül a fűrészpor és a fapor eltávolítása szinte lehetetlen - vagyis egy ipari porszívót is helyettesít.
A normál működés elképzelhetetlen pontos mérések nélkül. Ezért különösen érdemes megemlíteni egy olyan komponenst, mint a digitális vonalzó. A fejlett eszközök 0,5 mikron hibával képesek méréseket végezni. Különböző munkahosszúak és felbontásúak.
Gyakran használnak pneumatikus nyomógerendát is. Megbízhatóbb, mint egy egyszerű excenter bilincs. A hasító kerítés a kényelmes munkavégzés záloga is. Ezenkívül a hasító kés hasznos lehet bizonyos manipulációkhoz.Vastagsága legalább megegyezik a fűrészlap metszetével. Végül a tartókeretek csapágyas görgőket tartalmaznak, amelyeknek köszönhetően a mozgás megtörténik.

Mire kell figyelni a választásnál?
Először is három jellemzőt kell elemeznie, például:
- erő;
- méretek;
- súly.
Nyilvánvalóan összefüggenek egymással. Nehéz elvárni, hogy egy kis gép nagy termelékenységet fejlesszen ki, és nagy mennyiségű áramot fog fogyasztani. Egyensúlyt kell teremteni a különböző tulajdonságok között. De lehetetlen ilyen paraméterekre korlátozni magát.
A megfelelő választás mind a kis, mind a nagy készülékekhez azt jelenti, hogy alaposan tanulmányozza a keretét. Tömegének és merevségének nagyon nagynak kell lennie, mert különben nem garantálható a vágás pontossága.

A fűrészegységek szinte minden gépben megközelítőleg azonosak. Stabilitásukat csak alkalmanként növelik meghosszabbított fűrésztengely használatával. Ez a megoldás optimális az ipari berendezésekhez. 5,5 kW feletti teljesítményt kell használni, ha szakaszos vágással és sűrű anyagokkal kell dolgozni.
A dőlésszögek fontosak, ha egyedi projektek alapján kell bútorokat készíteni. De a födémekkel végzett munka során ez nem túl lényeges. Hasznos a lehető legtöbb sebességüzemmóddal rendelkező gépeket választani. Egy másik jó lehetőség a vágópenge axiális mozgása a főfűrészhez képest. A vágófűrészek teljesítménye 500-1000 W legyen.
Az ütközőket pontosan kell elhelyezni és rögzíteni. Ebből a célból általában megbízható vezetőkön kell közlekedniük, és speciális vonalzókkal kell őket kiegészíteni. A vonalzókon ellenőrizni kell, hogy nincsenek-e a kezelő felé dőlt vésett mérlegek; még jobb, ha vonalzók helyett digitális indikátorokat használnak.
A terhelési szintet nagyon alaposan fel kell mérni. Természetesen figyelni kell az egyes modellekről szóló véleményekre.


Testreszabás
A panelfűrész beállítása előtt meg kell értenie a tesztelés jellemzőit. A beállítási és beállítási eljárás több szakaszban történik. Az ülések kifutása axiális vagy radiális irányban 0,003 cm-nél kisebb legyen.Az orsó hőmérséklete szigorúan szabványos. Maximum 50 fokkal haladhatja meg a műhely levegő hőmérsékletét.
A próbaüzem segít a munka helyességének felmérésében, beleértve a kocsi haladását is. Ha repedéseket észlel a dekoratív bevonatban, ellenőriznie kell, hogy a fűrész megfelelően van-e beállítva. Különösen fontos a széleken lévő kiemelkedések szimmetriája és mérete. A következő lépés a kiértékelés egy ellenőrző lemezzel; ő fogja megmutatni a kocsi helyességét vagy hibásságát.
A diagnosztikát a műszaki adatlapok és utasítások utasításai szerint kell elvégezni.


A működés jellemzői
A munkadarabok megmunkálásakor minden holtjátékot ki kell zárni, különben ez a vágások görbületéhez vezethet. A gépek összeszerelése szintek és építési szabályok szerint történik. A magassági vagy lejtős különbségek megállapítása esetén a padlót esztrichtel öntik. A helyi igazítás teljesen elfogadhatatlan. Bármilyen bélés csak további problémákhoz vezethet.
Előre meg kell találni, hogy mennyi hely szükséges a panelfűrészhez. Ezután indítsa el a hajtást a lehető legóvatosabban. A gépnek először készenléti üzemmódban kell működnie. Az ellenőrzést szükségtelen hulladékok felhasználásával végzik.














A megjegyzés sikeresen elküldve.