Mindent az EDM gépekről

A sűrű szerkezetű anyagok kézi feldolgozása nem produktív, mivel sok munkát igényel, és nem garantálja a nagy pontosságot. A munkavégzést bizonyos mértékig vagy teljesen (típustól és modelltől függően) automatizálni képes egységek közé tartoznak az elektromos kisülési (EE) gépek. Nem annyira ismertek, bár egyedi képességeik jellemzik őket, ami pozitívan megkülönbözteti őket a szerszámgépparkban dolgozó "kollégáik" többsége között. Az elektroeróziós egységek lehetőségeiről, működési elvéről és felhasználási területeiről a bemutatott anyagban mesélünk.

Eszköz és működési elv
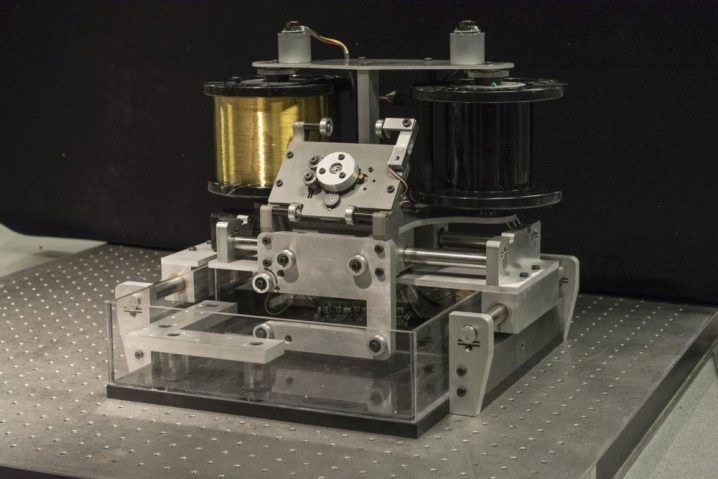
A fémek elektromos kisülési megmunkálására (EDM) szolgáló modern egység szerkezetében több egységet tartalmaz.
-
Dobőr.
-
Drótdob.
-
(Mozgatható) huzaldob munkaasztala.
-
Végálláskapcsolók a tekercses huzal felhordásának beállításához, és gombok a forgásirány megváltoztatásához.
-
A hűtőfolyadék-ellátás beállítása alul és felül.
-
Az egység vezérlőpultja.
-
A gép kapcsolótábla berendezése.
-
Állítható magasságú kúpos egységtartók.
-
Öntöttvas alap.
-
Szerelési lyukak.
-
Kerék a felső hüvely függőleges adagolásához.
-
Oszlop.
-
Világító lámpa.
-
Egy eszköz, amely lehetővé teszi a vezeték megdöntését.
-
Alsó kar 2 forgógörgővel és egy keményfém elektródával.
-
Asztali fröccsenésvédő.
-
Felső kar 3 forgó görgővel és 2 keményfém elektródával.
-
Kerekek a munkaasztal adagolásához.


Tekintsük az elektroeróziós egységek működési elvét.
A felügyelt berendezés a fémtermékek és munkadarabok elektromos kisülésekkel történő ún. ellenőrzött megsemmisítésének módszere szerint működik. Az elektroeróziós egység működésének megkezdése előtt a munkadarabot egy speciálisan erre a célra kialakított tartóba helyezzük és szilárdan rögzítjük. Ezt követően elektromos áramot biztosítanak - impulzív módon, külön kisülésekben.

Ebben az esetben csak egy elektróda kerül a gépre, mivel maga a munkadarab játssza a 2. elektróda szerepét.
Amint látod, az elektroeróziós egységek működési elve meglehetősen egyszerű és egyértelmű... Ezek a gépek lehetővé teszik a különféle alkatrészek és munkadarabok konfigurációjának, méreteinek, alakjának egyszerű megváltoztatását, ha azok nagy elektromos vezetőképességű fémekből készülnek.

Ezzel a berendezéssel a következő anyagokkal dolgozhat:
-
edzett acél;
-
króm;
-
titán;
-
nagy szilárdságú ötvözetek;
-
grafit;
-
kompozit anyagok.

Ennek a berendezésnek az alkatrészek vagy munkadarabok feldolgozására való használatának köszönhetően kizárható az anyag felületére gyakorolt mechanikai hatás.
Ezenkívül a működési elv sajátossága lehetővé teszi a forgó vagy más mozgó elemek használatának elhagyását.
A gépekre sok pozitív tulajdonságuk miatt nagy a kereslet a piacon.
-
Magas szintű automatizálás. A berendezést kezelő kezelő saját belátása szerint beállíthatja a legfontosabb feldolgozási paramétereket: nyomás, sebesség és még sok más. Mindezek után az egység automatizált üzemmódban fog működni.
-
Sokoldalúság.Speciális rendeltetésén kívül ugyanúgy gyakorolható a befejező termékeknél, térfogati másolásnál, vágásnál és egyéb műveleteknél.
-
Megbízhatóság és hosszú élettartam.
-
Termelékenység. A modern gépek garantálják a termékek minőségi feldolgozását rövid időn belül.
-
Magas fokú biztonság. A gyártók mindent megtesznek a berendezéseik használatából eredő kockázatok minimalizálása érdekében.
-
Mindezek az előnyök rendkívül jelentősek, de csak a megbízható gyártók berendezéseire jellemzőek.


De vannak hátrányai is.
-
A munkavégzés során víz-dielektrikum szükséges, és ez bizonyos helyzetekben lehetetlenné teszi az elektroeróziós egység használatát, vagy megnehezíti a működését.
-
A gép pontosságát és a kész felület érdességét számos olyan tényező befolyásolja, amelyeket nem mindig lehet ellenőrizni.
-
Még mindig lehetetlen pontosan megjósolni az elektródák kopásának mértékét és teljes fogyasztását.
-
Az EDM gépek, beleértve az asztali minigépeket is, nem olcsók. Felhasználásuknak akkor van értelme, ha az általuk megoldott feladatok gyakori gondoskodást igényelnek. Vagy amikor a gyártás drága termékekhez, anyagokhoz kapcsolódik, és nincs mód az egység, alkatrész és hasonlók teljes cseréjére. Például el kell távolítani a törött csapokat egy drága szerkezetről, vagy egy autószervizben folyamatosan el kell távolítani a törött agycsavarokat és hasonlókat.

Ebben az esetben az EDM egység vásárlása gyorsan megtérül.
A fajok leírása
Bejelentkezés alapján
Céljuk szerint az eróziós aggregátumokat több típusra osztják.
-
Összefűző és másoló-fűző egységek. Gyakorlott alkatrészek lyukasztására és jelölésére, lyukak készítésére, beleértve a mély lyukakat is. A süllyedő gépek térfogati termékeket készíthetnek - a rajz fémre történő vetületének újraalkotására mikron alatti konvergenciaszinttel. Az orvosi, a távközlési és a repülési ágazatban gyakorlott.


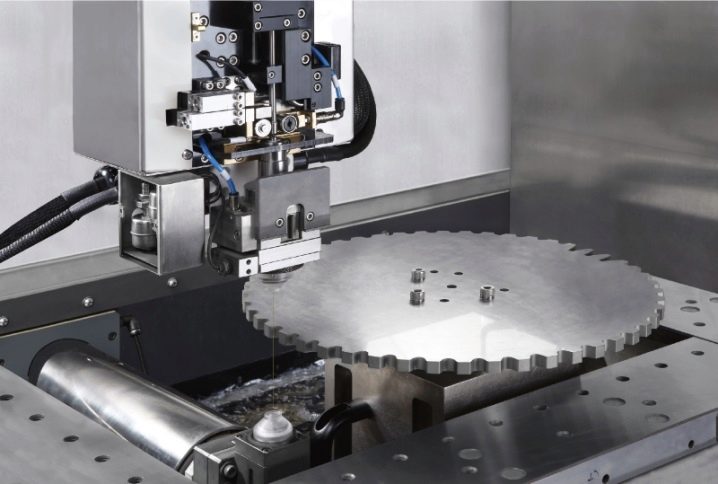
- Huzalból vágott aggregátumok. Szilárd anyagokból készült összetett konfigurációjú termékekkel dolgoznak. Olyan műveleteket hajthatnak végre, amelyek a marógépeknél nem elérhetők: vágjon egy kis nyersdarabot, ahol nem lehet marószerszámot csatlakoztatni. Az autóipar és a műszergyártó ipar eszközeinek készítésekor gyakorolták. Az egység sikeresen tudja elvégezni mind a nagy pontosságot igénylő előműveleteket, mind a végső felületkezelést különböző elektromosan vezető anyagokból, köztük keményötvözetekből készült alkatrészeken.

- Elektroeróziós hatáselvű szuperfúrók. Lényegében ez egy EDM fúróegység - a szokásos süllyesztők és csapok formájában lévő eszközök helyett cső alakú elektródákat használnak mély lyukak létrehozására. Lehetővé teszik ultra-vékony, bármilyen mélységű furatok készítését ultra-erős anyagokban.


- Nagy sebességű fűrészegységek. Elektródaként puha fémszalagot használnak. Bármilyen elektromosan vezető anyagot képesek vágni, függetlenül annak szilárdságától és keménységétől, anélkül, hogy a munkadarabot deformációnak tennék ki. Kísérleti laboratóriumokban, kohászatban, repülőiparban gyakorolt.


A mentesítés megszerzésének módszerével
Az elektromos kisülés megszerzésének módja szerint a gépeket több fajtára osztják.
-
Szikra. Kis teljesítmény, precíz vágás. Gyakorlott termékek precíziós megmunkálására.
-
Impulzus. A megnövekedett kisülési energia csökkenti a pontosságot és növeli a hőkezelési területet. Nagyméretű síkok megmunkálásakor precíziós igények nélkül.
-
Elektromos ív. Magas termelékenységet és részkeményedést biztosít. Gyakorlat nagy alkatrészekkel való munkavégzéshez. Végső csiszolást vagy polírozást igényel.


Legjobb gyártók
Az ilyen típusú egységek gyártói ázsiai és európai országok is. Miközben ugyanazt a célt szolgálják, a különböző gyártók gépei nagymértékben különböznek a funkcionalitásban és a költségekben.
Ha a Kínából és Dél-Koreából származó berendezések sokkal olcsóbbak, mint az európai berendezések, akkor az utóbbit a gyártók magasabb minőségi szinten, a munkafolyamatok magasabb szintű automatizálásával gyártják.
"ARTA"
A hazai gyártók "ARTA" precíziós berendezéseket gyártanak fémből készült elektromos és elektronikus berendezésekhez. Az NPK "Delta-Test" ma az Orosz Föderáció vezetőjének számít az ilyen típusú berendezések gyártásában. Az új egységek gyártásával a vállalat a gyártás elején korszerűsíti a berendezéseket.

Sodick
Ez a cég jól ismert a modern berendezések piacán, amely CNC huzalvágású szikraforgácsoló gépeket gyárt. A magas technológiai jellemzőkkel rendelkező cég berendezései magas (a vasnál magasabb) olvadáspontú fémek és monokristályos anyagok feldolgozására szolgálnak. Ezen egységek segítségével perforált csövek és panelek, másológépek munkadarabjai, háromdimenziós mérőprofilú bélyegek, cermetbélyegek készülnek. Az ezt a berendezést használó szakemberek könnyen elkészíthetik a bütyköket és azok prototípusait, elektródákat-szerszámokat másoláshoz és összefűzéshez.


Mitsubishi
A Mitsubishi MV1200S huzalvágó gép lehetővé teszi a legösszetettebb munkák elvégzését bármilyen konfigurációjú, különféle vezető anyagból készült termékek elektromos kisülési megmunkálásánál. Ennek a szerszámgépnek a modern gyártásban való aktív működésével a beszerzési költségek rövid időn belül pozitív hatást fejtenek ki.

Agie
Az Agie EDM berendezés Svájcban készül, és sikeresen versenyez más hasonló modellekkel. Kis méretei révén ezen az egységen a legbonyolultabb munkavégzés is elvégezhető a keményfém alkatrészek feldolgozása során különféle célokra automatikus vezérlési módban.

Tartozékok és fogyóeszközök
Az EDM gépek csúcstechnológiás berendezések. A feldolgozás pontosságának és a munka kényelmének növelése érdekében azonban kiegészítőket vásárolhat:
-
szorítóeszközök - tartóbilincsek, 3 tengelyes vezérlőeszközök, satu, tokmányok;
-
asztali keretrendszer;
-
rögzítő csíkok;
-
állítható lemezek;
-
sarokblokkok;
-
elektródatartók és egyéb alkatrészek.
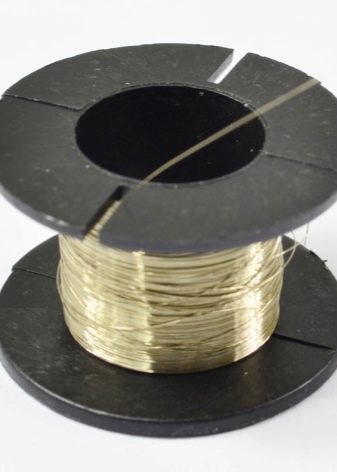
A különösen erős fémekből készült kiváló minőségű alkatrészek gyártásához a következő fogyóeszközök szükségesek az elektroeróziós egységekhez:
-
sárgaréz huzal (opció cinkpermetezéssel megengedett), 0,1, 0,2, 0,25 mm keresztmetszetű;
-
0,14 milliméter keresztmetszetű molibdénhuzal (200 méteres, egyenként 32 kilogramm tömegű tekercsekben gyártva);
-
sárgaréz vagy rézcső (elektróda), amelynek átmérője 0,5-6 milliméter és hossza 30-40 centiméter, a sárgaréz 1-3 lyukkal rendelkezhet;
-
moduláris csövek hűtőfolyadékhoz, amelyek kiváló minőségű polimerekből készülnek.

Dielektromos folyadék
A termék erózió utáni mikrochipektől való tisztítására szolgál. A dielektromos folyadék többféle célt szolgál. Félvezetőként működik a munkadarab és az elektróda között, hogy fenntartsa a stabil és szabályozott szikraionizációs feltételeket. Ez szükséges az elektróda, a munkadarab, a munkaasztal stabil hőmérsékleten tartásához.
Ezenkívül dielektromos folyadékot is használnak a feldolgozás során keletkező hamu törmelékek elmosására.

Szűrők
Az egyes anyagok vágása gyorsan eltömíti a szűrőket. Például a gyártott termékek porszórással történő vágásakor a belső zsebet szabadon folyó, szinterezetlen fémporral lehet megtölteni. A folyadékba való hirtelen felszabadulása eltömítheti a szűrőt.

Ioncserélő gyanta
Az EE kezelés során ioncserélő (ioncserélő) gyantát használnak az aggregátumokban lévő dielektrikum (víz) tisztítására. Szerkezete a kation- és anionréteg magasságának aránya. Ettől az egyensúlytól (főleg) függ az egységben használt dielektrikum (víz) élettartama és tisztítási minősége.

Felhasználási területek
A bemutatott egységcsoport a legnagyobb pontosságú térbeli fémmegmunkáláshoz készült. A gép nagy elektromos vezetőképességű anyagokból készült mechanizmusok, alkatrészek, szerelvények kontúrozását végzi. Ezek különféle keménységű acél, réz, alumínium tuskó, színesfémek, keményötvözetek.

A huzalvágott szikraforgácsoló egységeket komplex geometriai konfigurációjú berendezések, szerszámok, alkatrészek gyártására használják: fénymásolók, idomvágók, esztergabütykök, matricák, lyukasztók, folyamatosan használt tömeg- és kisgyártási körülmények között. Ennek a berendezésnek a legfontosabb tervezési jellemzője a koordináták használata precíziós sínvezetőkkel ellátott lineáris motorokon.


A gépek precíz lineáris kódolókkal vannak felszerelve. Ez lehetővé teszi a legmagasabb fokú pontosság elérését különösen kritikus alkatrészek létrehozásakor.
Ha az elektroeróziós egységek átszúrásáról beszélünk, akkor azokat általában ott használják, ahol termékjelölésre van szükség, vagy technológiai lyukakat kell készíteni.















A megjegyzés sikeresen elküldve.