Mélységmérő: mi ez? Eszköz és működési elv

Az építőipar és a gyártás számos ágazatában, mint például az alkatrészek gyártása és feldolgozása, marás, esztergálás, vízvezeték és ékszergyártás, nagy pontosságú mérőműszereket használnak. Az egyik a mélységmérő.


Ami?
Ez az eszköz szerkezetileg hasonló a jobban ismert eszközhöz - a féknyereghez. Ez utóbbinál szűkebb specializációval rendelkezik, és csak a hornyok, hornyok és párkányok egyirányú - mélységi - lineáris mérésére szolgál. Emiatt a mélységmérőben nincsenek szivacsok.
A mérést úgy végezzük, hogy a mérőrúd végét behelyezzük a horonyba, melynek mélységét meg kell határozni. Ezután mozgassa a keretet a rúdon lévő fő skála mentén. Ezután, amikor a keret a megfelelő helyzetben van, meg kell határoznia a leolvasást a három lehetséges módszer egyikével (lásd alább).


A készülék 3 típusa van, három megfelelő módosítás szerint:
- nóniusz segítségével (SHG típusú mélységmérők);
- körmérlegen (SHGK);
- digitális kijelzőn (SHGT).
A GOST 162-90 szerint a három felsorolt típusú készülékek mérési tartománya akár 1000 mm is lehet. Az általános tartományok 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm és 0-630 mm. Mélységmérő vásárlásakor vagy megrendelésekor a hatótávolságát a megfelelő hagyományos jelöléssel ismerheti meg. Például egy 0 és 160 mm közötti mélységet mérő modell körskálán SHGK-160 jelöléssel rendelkezik.



Az eszköztől függően a GOST által is szabályozott fontos paraméterek a következők.
- Vernier leolvasási értékek (ShG típusú módosításokhoz). 0,05 vagy 0,10 mm lehet.
- A körskála felosztása (ShGK-hoz). A beállított értékek 0,02 és 0,05 mm.
- A digitális olvasóeszköz diszkrétségi lépése (ShGT-k esetén). Az általánosan elfogadott szabvány 0,01 mm.
- Keret hosszának mérése. Legalább 120 mm. A 630 mm-es vagy annál nagyobb mérési tartományú modelleknél a szükséges minimum 175 mm.
A GOST által meghatározott műszaki feltételekben ennek az eszköznek a pontossági szabványait határozzák meg. A nóniuszos készülékeknél a hibahatár a mérési tartománytól függően 0,05 mm és 0,15 mm között van. A kör alakú eszközök megengedett hibája 0,02-0,05 mm, a digitálisaké pedig legfeljebb 0,04 mm.
Ugyanakkor ezek a szabványok nem vonatkoznak a mikrometrikus modellekre, amelyekkel ezredmilliméteres pontossággal lehet méréseket végezni.

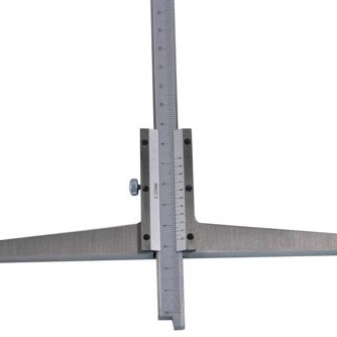
Eszköz
Mint fentebb említettük, a mélységmérőn egy mérőpálca található, amelyen a főskála osztásai vannak jelölve. Vége a mért mélyedés belső felületére támaszkodik. Az SHG modellek kerettel rendelkeznek, melynek nyílásában egy nóniusz található - alapvetően fontos egység, amely féknyergek, mikrométerek és egyéb precíziós mérőműszerek kialakításában is elérhető. Nézzük meg közelebbről ennek a csomópontnak a leírását.
Ha a fő súlyzómérleg célja könnyen érthető - úgy működik, mint egy normál vonalzó, akkor a nóniusz bonyolultabbá teszi a mérési folyamatot, de lehetővé teszi a lineáris méretek sokkal pontosabb meghatározását, akár századmilliméterig.


A nóniusz egy másik segédmérleg - a keretnyílás szélére van felhelyezve, amely a rúd mentén mozgatható, kombinálva a rajta lévő kockázatokat a nóniuszon lévő kockázatokkal.E kockázatok kombinálásának ötlete azon a tényen alapul, hogy egy személy könnyen észreveszi két felosztás egybeesését, de meglehetősen nehéz vizuálisan meghatározni a két szomszédos osztály közötti távolság töredékét. Egy közönséges, 1 mm-es beosztású vonalzóval bármit mérve nem tudja meghatározni a hosszt, csak egészre kerekítve (milliméterben).
A nóniusz esetében a kívánt érték egész részét a nóniusz nulla osztása határozza meg. Ha ez a nulla osztás bármilyen értéket mutat 10 és 11 mm között, akkor a teljes részt 10-nek tekintjük. A tört részt úgy számítjuk ki, hogy a nóniusz osztásértékét megszorozzuk a rúdon lévő egyik osztásnak megfelelő jel számával.


A nóniusz feltalálásának története az ókorba nyúlik vissza. Ez a gondolat először a 11. században fogalmazódott meg. A modern típusú készüléket 1631-ben hozták létre. Később megjelent egy kör alakú nóniusz, amely a lineárishoz hasonló szerkezetű - a segédskálája ív alakú, a fő pedig kör alakú. A mutatóleolvasó készülék ezzel a mechanizmussal kombinálva megkönnyíti és kényelmesebbé teszi a leolvasások meghatározását, ezért a körskálás (SHGK) féknyeregmélység-mérők alkalmazását.
Így működik a mélységmérő mechanikus változata. Az utóbbi időben széles körben elterjedtek az ShGT-k digitális eszközök, amelyek megkülönböztető jellemzője egy érzékelővel és egy képernyővel ellátott elektronikus leolvasó eszköz. Az áramellátást az akkumulátor biztosítja.


Típusok és modellek
Fent csak a mélységmérők főbb fajtáit nevezték meg, nóniuszos és anélküli. Most megvizsgáljuk a speciális módosításokat, amelyek mindegyikének saját jellemzői vannak az alkalmazási körtől függően. A felsoroltakon kívül jelzőmélységmérőt (tárcsajelzővel) használnak, amelyet a GI jelölés jelzi, valamint GM - mikrometrikus mélységmérőt és univerzális változatot cserélhető mérőbetétekkel.
A szerkezetek típusai és egy adott modell kiválasztása a következő tényezőktől függ:
- milyen tartományban van a horony mélységének (horony, furat) értéke, amelyet meg kell mérni;
- milyenek a keresztmetszete méretei és alakja.



Sekély mélységek esetén, amelyek mérése nagy pontosságot igényel (0,05 mm-ig), az ShG160-0-05 típusú modelleket használják. Közepes hornyok esetén jobbak a szélesebb tartományú opciók, például ШГ-200 és ШГ-250. Az ilyen típusú konkrét modellek közül: Norgau 0-200 mm - 0,01 mm hibahatár az elektronikus változatoknál, vannak olcsóbbak is.
A 25 cm-nél nagyobb hornyok és fúrások megmunkálásához kapcsolódó lakatossági és esztergálási munkák során ShG-400 mélységmérőket használnak., amelyek továbbra is lehetővé teszik századmilliméteres pontosság megőrzését. A 950 mm-es és annál nagyobb hornyok esetében a széles mérési tartományú mélységmérőkre is vannak szabványok, azonban a GOST ebben az esetben legfeljebb egy tizedmilliméteres hibahatárt tesz lehetővé.
Ha ez nem elég, érdemes mikrometrikus műszereket használni.

A mélységmérő modellek sajátosságai, amelyekre vásárláskor figyelni kell, a rúd végének formája. Attól függően, hogy horony vagy keskeny lyuk mélységét és vastagságát egyaránt meg szeretné-e mérni, érdemes horogvégű vagy mérőtűs modelleket választani. Az IP 67-es védettség biztosítja a műszer vízállóságát, ami elsősorban az elektronikával felszerelt modelleknél fontos.
Ha olyan digitális műszerre van szüksége, amely kényelmesebb, mint egy nóniuszos hangszer, akkor számos külföldi és hazai gyártó közül választhat. Például a jól ismert Carl Mahr cég (Németország), a Micromahr modellcsaládja jól bevált a MarCal 30 EWR adatkimenettel, a MarCal 30 ER, a MarCal 30 EWN horoggal. Egy másik népszerű német Holex márka is szállítja termékeit Oroszországba. A hazai márkák közül a CHIZ (Cseljabinszk) és a KRIN (Kirov) ismert.



Milyen mérésekre használják?
A fentiekből következően a mélységmérő célja az alkatrészek elemeinek mélységének mérése úgy, hogy a rúd végét a horonyba vagy horonyba helyezzük. Szükséges, hogy a rúd vége könnyen bejusson a vizsgált területre, és szorosan illeszkedjen az alkatrész felületéhez. Ezért a rudak megnövelt keménységű ötvözetből készülnek, és összetett hornyokhoz és keskeny kutakhoz speciális betéteket - mérőtűket és horgokat - használnak ugyanabból az anyagból.
Ezt az eszközt olyan esetekben használják, amikor szükséges a pontos méret elérése, és a tolómérő vagy mikrométer használata az alkatrész alakjának sajátosságai miatt lehetetlen. Ugyanakkor fontos megérteni az eszköz működését és figyelemmel kísérni a használat hatékonyságát. Van egy egyszerű pontossági teszt: végezzen több mérést egymás után, és hasonlítsa össze az eredményeket.

Ha az eltérés többszöröse a megengedett hibahatárnak, akkor a mérés során hiba történt, vagy a készülék meghibásodott. A kalibráláshoz kövesse a GOST által jóváhagyott ellenőrzési módszertanban leírt lépéseket.
- Készítse elő a műszert a kalibráláshoz úgy, hogy mosószerrel távolítsa el a port és a törmeléket.
- Győződjön meg arról, hogy kívülről megfelel a szabvány követelményeinek, az alkatrészek és a skála nem sérült.
- Ellenőrizze, hogy a keret szabadon mozog-e.
- Határozza meg, hogy a metrológiai jellemzők megfelelnek-e a szabványnak. Ez mindenekelőtt a határértékre, a hibára, a mérési tartományra és a gém túlnyúlásának hosszára vonatkozik. Mindezt egy másik ismert működő eszköz és egy vonalzó segítségével ellenőrizzük.

Bár a GOST szerinti mechanikus mélységmérőknél százmilliméteres hibahatárt deklarálnak, ha garantált pontosságra van szüksége, akkor ajánlott digitális típusú olvasókészülékkel ellátott mélységmérőt használni.
Egy olcsó műszer használatával továbbra is pontatlanságokba ütközhet a mérés során - akkor a legjobb a fent leírt módszer alkalmazása, és a végeredmény az összes kapott érték számtani átlagának figyelembevétele.

Hogyan kell használni?
A mérési elv számos gyakorlati útmutatót tartalmaz, amelyeket alkalmazni kell a pontos eredmények elérése érdekében. Méréskor rögzítse a keretet csavarral, amely úgy van kialakítva, hogy véletlenül se mozduljon el. Ne használjon sérült rúddal vagy nóniuszos szerszámokat (digitális készülékeknél összetettebb meghibásodások is előfordulhatnak), vagy törött nullajellel. Vegye figyelembe az alkatrészek hőtágulását (legjobb 20 C-hoz közeli hőmérsékleten végezni a méréseket).
Ha mechanikus mélységmérővel mér, ne feledje az osztásértéket. A legtöbb modellnél 0,5 vagy 1 mm a fő skála és 0,1 vagy 0,5 mm a nóniusz esetében. Az általános elv az, hogy a nóniusz osztásszámát, amely egybeesik a főskála jelével, meg kell szorozni a osztási árával, majd hozzá kell adni a kívánt érték teljes részéhez.
Sokkal egyszerűbb a digitális eszközökkel, SHGT-kkel dolgozni. Az eredményt egyszerűen leolvashatja a képernyőről. Kalibrálásuk szintén nem bonyolult folyamat, elég csak megnyomni a gombot, amely a digitális skálát nullára állítja.


Az eszközök használatának és tárolásának számos szabálya van az idő előtti meghibásodásuk elkerülése érdekében:
- a por és szilárd részecskék bejutása a keret és a rúd közé elakadást okozhat, ezért tartsa a műszert a tokban;
- a mechanikus eszközök élettartama hosszabb, mint a digitálisaké, utóbbiak pedig gondosabb kezelést igényelnek;
- az olvasó számítógépet és a kijelzőt nem szabad ütésnek és ütésnek kitenni;
- a megfelelő működés érdekében ezeket az alkatrészeket normál töltöttségi szintű akkumulátorról és/vagy működő tápegységről kell táplálni.
A következő videóban áttekintést talál az ShGTs-150 mélységmérőről.










A megjegyzés sikeresen elküldve.