Mindent a gyémánt csiszolókorongokról

A gyémánt csiszolókorongok fogyóeszközök. Automata, sarok, kézi gépekben használják köszörüléshez, élezéshez stb.. Használják ékszerekben - kövek vágásakor, valamint szuperkemény felületek, üveg, kerámia stb.


Sajátosságok
A gyémánt pengéket nemcsak nagy hatékonyságuk és hosszú élettartamuk jellemzi, hanem önélező képességük is, amely a szívósság és a törékenység ideális egyensúlyával párosul. A szerszámot nemcsak az iparban, hanem a hazai körülmények között is használják.
A széles körű forgalmazást és a megfizethető árat a mesterséges gyémántok előállítási költségeinek csökkenése magyarázza - a csiszolóanyag-gyártás több mint 90% -ában használják őket.
Maguk a tárcsák alumíniumötvözetből vagy acélból készülnek. Különböző frakciójú gyémántforgácsok hozzáadásával készült bakelitgyanta speciális összetételét vékony rétegben alkalmazzák a nyersdarabok felületére. Meg kell jegyezni, hogy ez idáig az ipar nem talált fel semmit, ami keménységében jobb lenne, mint a csiszolóanyag gyémánt változata. A legközelebbi jelentése csak köbös bór-nitrid - borazon, elbor. A többi csiszolóanyag egyáltalán nem versenytárs a ferritek, cermet kompozitok és más keményötvözet anyagok feldolgozásában.


Főbb jellemzők
Az egyik fő jellemzőnek a keménységmutatót tekintik. A következő fontos mutató a gyémántok köbcentiméterenkénti koncentrációja, karátban mérve. Szabványos tipikus mutatók ezekre az értékekre a jelenlegi GOST szerint: K25 (1,1 ct / cm3), K50 (2,2 ct / cm3), K75 (3,3 ct / cm3), K100 (4,4 ct / cm3), K125 (5,5) ct / cm3) és 150 (6,6 ct / cm3). A koncentráció azonban változhat felfelé vagy lefelé.
Ennek az értéknek az a jelentősége, hogy jelentős hatással van a lemez egyes műszaki paramétereire és annak költségére. A keménykötésű, alacsony gyémántmintákat K125-ös jelöléssel látják el.
Ez az indikátor képes a kerületi geometriát a teljes köszörülési ciklus alatt változatlan formában tartani.

A szénszemcse eloszlását és rögzítését a munkarétegen egy kötőanyag, az ún. kötőanyag segíti. A gyártástechnológiában három alapvető kötegtípust használnak.
-
Fémes. Az ilyen típusú munkaréteg a legalkalmasabb a cermet és keményötvözetek előkezelésére, élezésére, nagy ráhagyásrétegek levágására.
-
Galvanizálás. Fém test egy vagy több nikkelréteggel, szén-csiszolóanyaggal bevonva. Ásványi anyagok vágására, csiszolására tervezték. Igényes a gyémántfúró egységek gyártása, a lyukasztók végső kikészítése stb.
-
Organikus. Szerves összetétel létrehozásakor a bakelitet formaldehid gyanták felhasználásával használják. Jellemző tulajdonsága az alacsony hővezető képesség, az ilyen eszközöket hűtőfolyadék-ellátás nélkül használják. Ez általában finom köszörülés és lapolás.



Az eszköz teljesítményjellemzőit befolyásoló egyéb paraméterek a gyémántréteg típusa és szélessége. A csiszolóanyagot a gyémántkorong kerületi vagy végrészére visszük fel. A geometria befolyásolja a csiszolóanyag méretét és a modell költségét.A magasság olyan érték, amely meghatározza a szerkezet tartósságát, míg a munkadarabbal érintkező felület nagysága, így a munkaelemek és egyéb alkatrészek hőmérséklete a szélességtől függ. A kis szélesség nagyobb vágási sebességet és mélységet tesz lehetővé. A nagy szélesség a munkavégzés nagy pontosságát és tisztaságát jelenti.
A technológia megköveteli, hogy a talajfelület szélességének paraméterei mindig meghaladják a kerék üzemi paramétereit. A munkaréteg kifejlődésének egyenletessége és önélezése az összes meghatározott feltétel teljesítésével érhető el.

A csiszoló gyémántok 125 mm méretűek lehetnek. A 150x10x3x32 jelölés 150 mm átmérőjű, 10 mm széles, 3 mm magasságú és 32 mm furatméretű korongot jelent. Ugyanez a megközelítés szükséges a 150x20x5x42x32 méretű csiszoló gyémántok jellemzőinek megfejtéséhez; 150x20x3x40x32.

Faj áttekintés
A gyártók által kínált minden típusú gyémánt csiszolótárcsára szigorú GOST-előírások vonatkoznak, amelyek viszont megfelelnek az európai szabványoknak. Az elfogadott szabványok szerint a gyémánt korongok osztályozása:
-
tervezési paraméterek és geometriai formák szerint;
-
a gyémántréteg alakja és a terméken való elhelyezkedése alapján;
-
a testformák tervezési különbségei külön-külön.

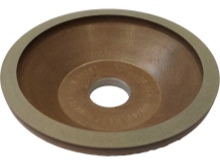
Ezek közül a legnépszerűbbek a korongos (lapos), csésze, tányér alakú formák. A körök geometriája lehet egyenes profilú, valamint kúpos, gyűrű alakú, egy- vagy kétoldali alámetszéssel, egyoldali agyvel stb. A permetezett csiszolószerkezetek koptatóképességét a szemcseméret - a szemcseméret - befolyásolja.
- Tányér - tányérkorong, acél, öntöttvas, üveg megmunkálásához használják. Ezt a típust keményötvözet forrasztóanyagok élezésére használják, például fűrészeken. A festék- és lakkrétegeket jó korongokkal eltávolítani.
- Csésze - csésze alakú gyémántszerszámok. Alkalmas nehezen megmunkálható felületekre: üveg stb.
- Egyenes profilú modellek - Ezek lapos korongok gyémántbevonatú homlokfelülettel. Ezt a típust olyan felületekhez választják, amelyek pontos vonalakat igényelnek.


A fém végső polírozására és tükörszerű fényesítésére vulkanit (gumi) polírozó kerekeket használnak. Van egy nagyon érdekes verzió - egy hajlékonylemez (AGShK). Különlegessége a vékony csiszolóanyag. Kéziszerszámokban használják beton, porcelán kőedény és egyéb anyagok köszörülésére. Az emberek teknősöknek hívják őket.


Jelzés
A gyémánt korongok általánosan elfogadott megnevezése két részből áll: a tervezési jellemzőkre vonatkozó adatok, a modell geometriai méreteinek leírása, valamint a kötés és a gyémántok műszaki mutatói. A gyártó további információkat tartalmazó sorokat is felvehet a jobb oldalra. A megadott adatok helyes értelmezéséhez tanácsként használhatja a GOST 24747–90 paramétereit. Ezen kívül vannak táblázatok, amelyek a leggyakoribb termékek kódjait, diagramjait jelzik. Az ábrán egy 150 mm átmérőjű kúpos csiszolólap látható 20o-os kúpszöggel. A vázlat a furat átmérőjének (22 mm) és a gyémántréteg méretének (6x4 mm) értékeit mutatja.

A többi jelölés jelentése:
-
A D16 a szénszemcsék FERA-száma, a K75 pedig a karátonkénti száma;
-
B a szerves kötés előjele a FERA szerint, T pedig a sűrűségének kódja.
Az alábbi ábra további információkat tartalmaz a munkaköri követelményekről (m). Kívül, a gyártó megadhat adatokat a kör határsebességéről, forgásjelzőkről: szükséges frekvencia, irány, biztonság.
-
Gabona. Ugyanilyen fontos mutató a fogyasztó számára a szemcseméret, mivel ez a fő paraméter, amely befolyásolja a polírozott felület minőségét és tisztaságát. A morzsa méretének kiválasztásakor ne felejtse el ezen mutatók összességét.
Például:
-
Előzetes feldolgozás - a szükséges szemcseméret D151-ként van feltüntetve, amely minőségileg csökkenti a menetek számát, miközben garantáltan magas hatásfokot és hetedik tisztaságot biztosít;
-
finom csiszolás - D54, a termelékenység alacsonyabb, de magasabb tisztasági osztály - 10.
A fogásmélységnél figyelembe kell venni a szemcseméretet, ez egy menetben meghatározza az eltávolított anyag vastagságát is. Az ajánlott arány nem több, mint a norma által megkövetelt gabonamennyiség egyharmada. Az alábbi képen a gyémántforgácsok pillanatképe nagy nagyítással - 10-15 mikronos.

-
Keménység. Ez a mutató fontos a bakelit szerkezeteknél. Ehhez állítsa be a B-t, a keménység fokozatát a GOST - R 52587-2006 szerint betűjelekkel. Minél alacsonyabb a keménységi index, annál szélesebb a gyémántréteg és annál kisebb a forgácsméret. Finom köszörülésre használják kis forgácsolási sebesség mellett, gyakran kizárva a hűtőfolyadék használatát. A gyorsabb vagy mélyebb vágások nagyobb felületi keménységet és hűtést igényelnek.

-
Pontossági és kiegyensúlyozatlansági osztályok - a következő érték a gyémánt csiszolókorongok jelölésében. Ez a jelölés kötelező a hagyományos gyártású tárcsáknál - ez két szélső jel egy sorban. Ami a gyémánt opciókat illeti, nincsenek GOST-követelmények.
A technológia szerint egy kis csiszolórétegű szerszámról van szó, ráadásul az állami szabvány már magas pontossági szabványokat is felállított rájuk.

Népszerű modellek és gyártók
Piacunk népszerű gyártói között megtalálhatóak a külföldi márkák és a hazai cégek, amelyek már a Szovjetunió óta gyártják ezeket a termékeket.
-
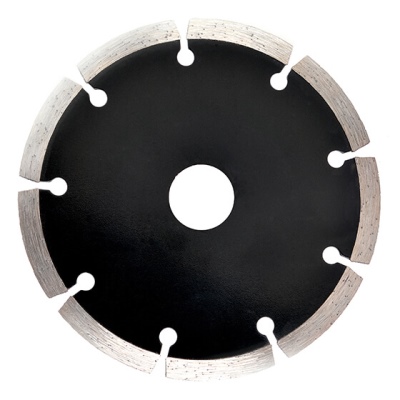
KLINGSPOR cég. A német márka több mint 1700 féle csiszolószerszámot szállít a világpiacra, beleértve a többcélú gyémánttárcsákat is. A szegmenslemezek különösen népszerűek.
-
A csiszolóanyagok egyik legnagyobb beszállítója a BOSCH. Nagy választék, beleértve a tömör lemezeket is. A kővágás ideális az ilyen típusú gyémánt csiszolóanyagokhoz.

-
"Poltava gyémántok" - minden típusú karbon szerszám csiszoláshoz, vágáshoz, beleértve a tárcsákat is - SK-TDR. Ásványi felületek, például kő kezelésére tervezték.

-
"Iljics" csiszolótermékek pétervári üzeme, az egyik legrégebbi. A vállalkozás önállóan gyárt mesterséges gyémántokat (valamint gyémánt mikroport).

Felhasználási kör
A gyémántszerszámok legszélesebb lehetőségei lehetővé tették a felhasználásukat a legkülönfélébb területeken. A karbon bevonat szuperkeménysége jelentősen lecsökkenti a keményfém szerszámok, nehezen megmunkálható anyagok élezésének idejét. A gyémánttal élezett szerszámpengék hatékonyabbak, nem igényelnek utólagos megmunkálást, és sokkal tovább megőrzik élességüket, mint az analóg csiszolóanyagokkal történő élezés.
Kopásállóság:
-
egyélű keményfém vágófelületeknél a mutató 1,5-szeresére nő;
-
többélű szerszámoknál ezek az értékek még magasabbak.

Mivel a gyémánttal kezelt felületen nem képződnek forgácsok és repedések, ezeket a munkákhoz használják:
-
üveggel;
-
kerámia;
-
porcelán;
-
majolika;
-
kristály;
-
tükrök stb.


A gyémánt csiszolóanyagok nélkülözhetetlenek az optikai lencsék létrehozásának technológiájában, monitorok, képernyők csiszolásához. Az orvostudományban lehetetlen nélkülözni őket - a mikrotomok pengéit, szikét, fecskendőtűket gyémántszerszámokkal élesítik. A kezeléshez és a protézishez használt fogászati eszközöket szintén széncsiszolóanyaggal kezelik.


A gyémánt csiszolókorongokat csiszoló-, maró- és egyéb gépekhez, kőmegmunkálási speciális szerszámokhoz gyártják. Egy másik alkalmazási mód az egyéb csiszolóanyagból készült kerekek meghajtása gyémánt tárcsákkal. A gyémánt csiszolószerkezetek kiválasztásának helyes és átgondolt megközelítése lehetővé teszi bármely munka és feladat hatékony, hibamentes elvégzését.















A megjegyzés sikeresen elküldve.