A réz alátétek áttekintése és izzítása

A réz alátétek áttekintése és izzítása nagyon fontos téma a modern műszaki területen. Nagyon fontos a 10x14x1 mm-es és más méretű tömítő alátétkészletek áttekintése. Nagyon hasznos tudni, hogyan kell lágyítani őket, valamint hogy melyek a meglévő GOST alapvető követelményei.
Leírás és cél
A csavarkötések megbízhatóságának és stabilitásának javítása érdekében különféle tömítőelemek használatát gyakorolják. Az alátét anyagának kiválasztását az határozza meg, hogy milyen hatások érik a csatlakozást. A réz alátét a legalkalmasabb ott, ahol folyamatosan vagy időszakosan magas a hőmérséklet és a nyomás. Ezért széles körben használják a gépiparban, amikor nagy nyomásra tervezett mechanizmusokat szerelnek össze. Először is az üzemanyagról és a hidraulikus berendezésekről beszélünk.


A réz alátétek vonzereje a láncfűrész hátoldalán és az autós leeresztőcsavarban az alábbiakkal is összefügg:
- anyaguk magas vegyi ellenállása agresszív környezetben;
- kiváló korrózióállóság;
- a tömítési funkciók megőrzése megemelkedett hőmérséklet hatására, valamint a hőviszonyok jelentős ingadozása esetén;
- rezgésállóság;
- az alapvető tulajdonságok szilárdsága és stabilitása jelentős nyomás alatt.

Az ilyen rögzítőelemek autóipari mechanizmusokban is használhatók, amelyek minden részét folyamatosan melegítik, miközben nedvesek. Ez a nagyfokú felelősség azt jelenti, hogy ezek az alátétek nagyon szigorú követelményeknek is megfelelnek. Kulcsfontosságú az adott terméktípusra meghatározott GOST-nak való megfelelés. A megfelelőségi információk a készlet eredeti csomagolásán és a mellékelt minőségi tanúsítványon találhatók. A kívánt tulajdonságok elérése elsősorban az alapanyag jellemzőitől függ.

Az alátétek megjelenését a GOST 18123-82 egyértelműen leírja. E szabvány szerint a felületen nem lehet eltérés a sima alaktól. Sorja vagy repedés nem megengedett. A korróziós jelekkel vagy fémcseppekkel rendelkező alátétek szintén nem felelnek meg a szabványoknak. A 3,2 mikronnál nagyobb érdesség azt is lehetővé teszi, hogy a terméket ne fogadjuk el.
Az ellenőrzési folyamat mindenekelőtt vizuális ellenőrzést foglal magában. Szükség esetén pontos vizsgálatot végeznek nagyítón keresztül. Az érdesség értékelése a GOST 9378-75 szerinti indikátorszabványokkal vagy speciális mérőeszközökkel történik.
Néha a réz alátétet speciális porréteggel vonják be, hogy további korrózióállóságot biztosítsanak. Ezt a bevonatot a GOST 9.302-79 szabályozza.

A gyártás jellemzői
Szerkezetileg a réz alátétkészletek kerek, néha téglalap alakú korongok gyűjteményét képviselhetik. Pontossági kategóriáik alapján egyértelműen megkülönböztethetők. Szabványos pontossági szint - B, megnövelt pontossági szint - A. A jelenleg alkalmazott technológia réz alátétek gyártását foglalja magában fémből történő vágással vagy extrudálással. A kezdeti elemek lapok vagy lemezek lehetnek.

A tömítő terméket izzítani, majd deríteni kell. Karcok és horpadások nem lehetnek rajta. Nem lehetnek olyan bevágások sem, amelyek akadályozzák a mosógép működését. Az izzítás szerepe a fém plaszticitásának növelése, ami miatt az alkatrész hőmérséklet-eséssel járó deformációja kizárt.
Az alátétek gyártásához leggyakrabban az M1, M2, M3 rézminőséget használják. Közülük az M3 a legjobb választás. Igaz, a fém a jövőbeni működés árnyalataitól függően cserélhető.
Egyes esetekben egzotikusabb minőségű rezet használnak, amelyek kis mennyiségű oxigént és foszfort tartalmaznak.

Az izzítást közvetlenül a gyártás során végzik, de ha a terméket hosszú ideig tárolják, meg kell ismételnie az eljárást.

Anyagminőségek
A réz alátét hivatalos jelölése mindig porbevonat jelenlétét jelzi. A P29 osztályú termékek horganyzottak és passziváltak. A P34 jelzés azt jelenti, hogy a termék csak passziválva van. Azokban az esetekben, amikor a szabvány egynél több pontossági osztályt ír elő, a jelöléseket a márka legelején helyezik el. A jelölés összetétele a következőket tartalmazza:
- a végrehajtás típusa;
- a szál szakasza;
- alkatrész vastagsága;
- vegyi márka;
- feltételes index;
- a felhasznált bevonat vastagsága;
- alkalmazott szabvány.
Vannak ilyen alapvető szabványok:
- GOST 10450-78 (kis termékek)

- GOST 6958-78 (nagyított alátétek)

- GOST 11371 (lapos szerkezetek)

- GOST 19752-84 (fém lapos tömítések tömítéshez)

- DIN 7603 A (tömítő rézgyűrűk).


A réz-alumínium alátét speciális márkájú - SHAM. Átmérőben vannak eltérések. Egyéb márkák:
- DIN 125 (alap)

- DIN 433 (keskeny, béléshez)

- DIN 7349 (rugós csapokhoz)

- DIN 988 (támaszték, beállításhoz)
- SZÉLES (testtípus).

Hogyan kell megfelelően lágyítani
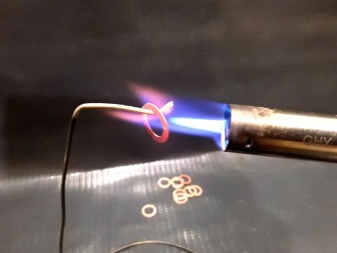
Már csak azért is érdemes réz alátéteket égetni a fúvókák alá, hogy enyhítsük a gyártás során az anyagfeldolgozás során elkerülhetetlenül fellépő belső feszültségeket. De nagyon fontos, hogy ezt az eljárást egyértelműen kövesse. Az eljárást 700 fokra melegítve hajtják végre. Ezután az alkatrészeket simán lehűtik természetes módon normál hőmérsékleten, amíg le nem hűlnek +25 Celsius fokra.
A hőkezelést hegesztőpisztoly segítségével végezzük. A lángot különböző hengerekből szállított oxigén és acetilén segítségével gyújtják meg benne. Egy másik fontos árnyalat - kesztyűre és szemüvegre van szükség. A munkavégzés helye közelében tűzoltó készüléknek kell lennie. Miután csatlakoztatta a tömlőket a hengerekhez, az égő acetilénszelepét 50% -kal ki kell nyitni. A gáz begyújtása után várja meg, amíg a narancsvörös láng meg nem jelenik.

Ezt követően az oxigénszelepet addig nyitják, amíg kék láng meg nem jelenik. Ebben a pillanatban az alátétek égnek. A tüzet a korongra irányítják, és a felület mentén irányítják, cseresznyevörös fényt érve el. Ezután azonnal zárja el mindkét gázszelepet. Ezután, mint már említettük, hagynia kell a termékeket lehűlni.

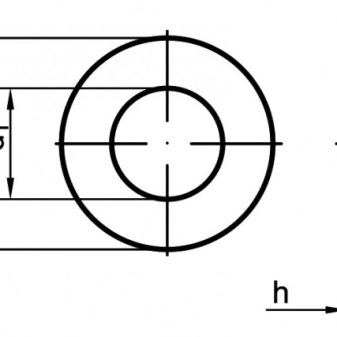
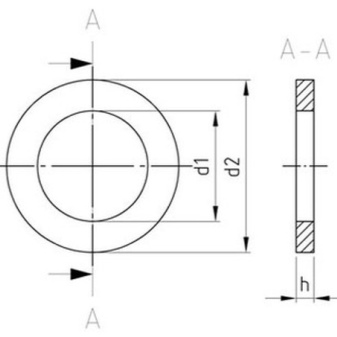
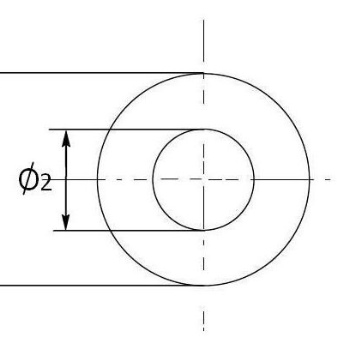
Méretek (szerkesztés)
A réz alátétek méretei nagymértékben változnak a vonatkozó gyártási szabványtól és a felhasználási területtől függően. A hazai gyakorlatban a következő alapdimenziók léteznek:
- tömítő alátétek KAMAZ 6x12x1 (1,5), 8x12x1,0;
- tömítés a KAMAZ és MAZ olajcsövekhez 8x12x1,5, 9x15x0,7;
- KAMAZ injektorokhoz 9,7x17,5x1,5;
- üzemanyag-vezetékekhez 10x16x1,0 (1,5).
Jó példa az 1 mm vastagságú termékekre a 10x14x1 módosítás. A pontos méretek 10,3x14,6x1,0 lesznek. Egy példány súlya 0,67 g A 10x14-es alátétek kiadása legalább 10 darabos tételekben készül.
Fontos: csak az orosz gyártók igyekeznek pontosan betartani ezeket a méreteket.

A termék 5x10x1, valamint 10x12x1, 38x52x3 méretekkel is népszerű. Az M10 kategória termékei, beleértve az M10x14-et is, különböznek:
- 10 mm átmérőjű (nem ok nélkül kivetve a jelölésből);
- 3 gramm súlyú;
- 20 mm belső átmérővel.


Végül a következő méretű réz alátétek keresettek a piacon:
- M8;
- M12;
- M14;
- M16.

A réz alátétek lágyításának részletes folyamatát a következő videó mutatja be.













A megjegyzés sikeresen elküldve.