Hogyan készülnek az önmetsző csavarok?

Az önmetsző csavarok készítésének ismerete még azok számára is hasznos, akik csak használni fogják őket. De az új gyártás megszervezéséhez valami más fontosabb - mi a technológia és milyen gépekre lesz szükség a gyártáshoz. Fontos, hogy válasszon az orosz és más berendezések között, valamint alaposan tanulmányozza az egyes modellek jellemzőit.


Milyen alapanyagokból készülnek?
Az önmetsző csavarok gyártási folyamata elképzelhetetlen speciális márkájú, gondosan válogatott alapanyagok felhasználása nélkül. A leggyakrabban három fémet használnak:
- sárgaréz;
- magas széntartalmú acél;
- rozsdamentes tulajdonságokkal rendelkező acél.
A fém általában rúd vagy huzal alakú. Hasonló termékek készülnek bármely fémhengerlő cégnél. Ezért nincs különösebb probléma az alapanyagok beszerzésével. 1000 kg acélra körülbelül 2500-3000 rubelt vesznek igénybe.
Ez a mennyiség félmillió önmetsző csavar vagy hasonló mennyiség gyártásához elég.


Milyen legyen a gép?
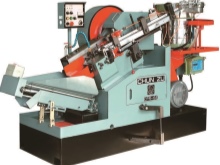
Az önmetsző csavarok gyártásához különféle berendezésekre van szükség, és ezek közül a húzómalom nagy jelentőséggel bír. Lehetővé teszi vékony fémrudak gyártását. Az ilyen berendezés egy speciális alkatrészekkel (matricákkal) rendelkező kemence, amelyek szisztematikusan csökkenő lyukakkal vannak felszerelve. A rudat magas hőmérsékletre melegítik. Az áthaladó szerszámok száma közvetlenül befolyásolja a kapott átmérőt. A munkafolyamatban fontos szerepet játszik az úgynevezett hidegfejes gép is. Ebben az eszközben a kész rudat a kívánt méretre vágják. Ezenkívül kialakítják a kapott önmetsző csavarok fejét. Végül egy további rés jelenik meg a fejen. Ennek köszönhetően csavarhúzóval biztonságosan dolgozhat a rögzítőelemekkel.
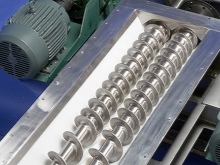
Önmetsző csavarok kioldásával és menethengerlő rendszer nélkül lehetetlen. Ahogy a neve is sugallja, ezt az eszközt faragványok készítésére tervezték. A vágási lépést és a vágandó felület alakját speciális szerszámokkal állítjuk be. A következtetés egyszerű: a különböző szálakkal rendelkező termékek létrehozásához különböző méretű szerszámkészletet kell létrehoznia. De az egyszerű hornyolás nem elég - több feldolgozásra van szükség egy keményítő kemencében.


Anélkül, hogy áthaladna rajta, a késztermék túl puha lesz. Lehetetlen lesz eladni vagy valahogy felhasználni. Az eljárás meglehetősen egyszerű (külsőleg): először a fémet felmelegítik, majd a hőmérsékletét élesen csökkentik. Ezért teljesen nyilvánvaló, hogy az önmetsző csavarok gyártására szolgáló multifunkcionális minigépről szóló történetek kissé furfangosak. Ha vannak ilyen eszközök, akkor sokoldalúságukat csak különféle vágási módokban fejezik ki, és minden munkaszakaszért, egyéb technológiai műveletekért továbbra is más létesítmények felelősek.
Szükséges továbbá például galvanizáló fürdők használata. Segítségükkel speciális, korróziógátló tulajdonságokkal rendelkező bevonatot alkalmaznak. A technológiai feldolgozás árnyalatait az alkalmazott bevonat típusa határozza meg. A csavarokat azonban mindenképpen több fürdőben kell feldolgoznia. Galvanizáláskor jó száradásra lesz szükség. Nem elég a munkadarabokat a szabadba helyezni. Szárítás speciális berendezésen kívánatos. Csomagológépekre is szükség lesz. Speciális zacskókba rakják a kész termékeket.
A modern automatizálás önmagában is képes megszámolni a szükséges számú önmetsző csavart.


Népszerű márkák
Ha alacsony termelékenységű (50-70 darab percenkénti) orosz gyártók szerszámgépeit vásárolja, 170-200 ezer rubelt kell fizetnie. Minél magasabb a teljesítménykövetelmény, annál drágább lesz a hardver. A Kínából származó rendszerek, amelyek percenként 250-300 csavart készítenek, már 500 ezer rubelbe kerülnek. Egyes modellek 700 ezerért kelnek el. Az Ausztriában és Németországban gyártott, azonos teljesítményű készülékeket gépenként 750-1100 ezer rubelért árulják.
Számos amerikai cég szorgalmasan népszerűsíti hirdetéseit. Teljes funkciójuk azonban csak a márka kialakítására és bemutatására redukálódik. Szinte minden másolat Kínában készül, és vannak egyszerű engedélyesek az Egyesült Államokban. Technikai szempontból nincs különbség a fogyasztó számára. Ebben az esetben az ár tartalmazza a költségeket és a nyereséget a teljes lánc mentén.


Gyakran úgy tartják, hogy a német gyártmányú kályhák nagyon jók. És általában ez igaz. Ezt a szegmenst azonban a folyamatos munkaciklusú kialakítások uralják. Kisiparban és félkézműves műhelyekben nagyobb szükség lesz szakaszos sütőkre. Az ilyen típusú termékeket egyes hazai cégek szállítják. A szakaszos ciklusú kemencében a nyersanyagokat perforált hordókba töltik. Ezeket a hordókat oltótartályok töltésére is használják. Számos segédberendezés kézzel készül. A rajzok és diagramok megtalálása most nem jelent problémát. Csak alaposan tanulmányoznia kell a hivatalos technológiát a hibák kiküszöbölése érdekében.
Az önmetsző csavarokat gyártó kisvállalkozások számára a Candid AS3016 ideális. Ez egy félautomata modell, amely lehetővé teszi csavarok és csavarok gyártását is. Az ilyen berendezések ára körülbelül 3000 hagyományos egység. Igaz, a termelékenysége nem túl magas - maximum 25 rögzítő hardver percenként. A félautomata típusú gép azt jelenti, hogy kezelőjének számos manipulációt kell végrehajtania, azonban a kezdő kézművesek számára ez az ideális megoldás.


Az önmetsző csavarok gyártására szolgáló gépek nagy részét továbbra is Kínában és Tajvanon gyártják. Oroszországban csak néhány szervezet szakosodott ilyen berendezések gyártására. A vásárlás költségei, figyelembe véve a szállítási díjakat, meglehetősen kézzelfoghatóak. Az orosz beszállítók között a vitathatatlan vezető a Samstal. Említésre méltóak még a termékek:
- FOB;
- LianTeng;
- Innor.


A legegyszerűbb változatok percenként akár 60 hardvert is képesek előállítani. A fejlett kialakítások akár 250 egységet tesznek ki percenként. Egyes verziók más típusú termékek kiadására vannak beállítva. Ez lehetővé teszi a termékpaletta bővítését, és a kezdetben megnövekedett költségek ellenére egy ilyen döntés gyorsan megtérül. A percenkénti 50 darab becsült termelékenységű hardvergyártás legolcsóbb automata gépeinek költsége legalább 13 ezer USA dollár.
A képzett, magas szintű szakemberek számára tervezett modellek néha akár 300 hardvert is teljesítenek percenként. Egy átlagos orosz szerszámgép körülbelül 90-100 ezer rubelbe kerül. Körülbelül 500 ezer rubelbe kerül egy komplex vonal megvásárlása az összes szükséges felszereléssel.
Ezen nem érdemes spórolni. Csak a jó minőségű berendezések térülnek meg igazán, és számos olcsó módosítás gyorsan elhasználódik.


Technológia
Az önmetsző csavarok gyártása természetesen nem redukálható csak a megfelelő berendezések beszerzésére. A technológiai folyamat első lépése természetesen a huzal szükséges hosszúságú szakaszokra vágása. Ugyanebben a pillanatban egy kalap keletkezik. Ezután a késztermékeket szállítószalagon szállítják egy speciális gépbe. Ott készülnek a faragások; a már említett keményedés, mosás és szárítás mellett válogatás szükséges. Tájékoztatásul: az önmetsző csavarok válogatását és csomagolását nem mindig speciális gépeken végzik.Számos kis gyárat úgy építenek fel, hogy ezeket a műveleteket speciálisan megbízott alkalmazottak végzik.
A modern gépek egyszerűsége olyan, hogy elvileg 1-2 embert lehet bevonni az egész folyamatba. A javítással és karbantartással kapcsolatban sincsenek különösebb nehézségek. A menetvágó gépek a munkadarabokat rezgő markolatokkal tartják a helyükön. A galvanizálás általában foszfátozást vagy oxidációt foglal magában. Bizonyos esetekben fehér vagy sárga cinket alkalmaznak. Elvileg a bevonat felhordása után az önmetsző csavarok azonnal rendeltetésszerűen használhatók. Az edzõ kemence körülbelül 900 fokra tud felmelegedni. Hidegebb rekeszt tartalmaz; az is begyakorolható, hogy egy másik, alacsonyabb hőmérsékletű sütőbe továbbítsuk.



A jó teljesítményű rajzgépek csak kenő- és hűtőfolyadékok használata esetén működhetnek normálisan. A helyes rajz nemcsak a kívánt geometriai konfiguráció kialakítását jelenti, hanem a mikrostruktúra javítását is. Az önmetsző csavarok gyártása során olyan berendezéseket használnak, amelyek nem töltik fel az anyagot egy tekercsre. Egy másik eljárás, a temperálás segít az anyaghibák kijavításában az edzés után. A hidegfejű gépeknél nagyon fontos az összes alkatrész helyes beállítása.
Az elkészített termékeket silókba vagy kosarakba rakják. A munkadarab levágása hidegvágó gépen nyitott és zárt (hüvelykéssel) is végezhető. Ez a módszer sík-párhuzamos vágást és egyenletes térfogatú egyedi munkadarabokat biztosít. Ezért a további feldolgozás kevesebb nehézséggel jár.
Leggyakrabban a hidegfejű gépeken beszerzett önmetsző csavarok a DIN szabványoknak megfelelően készülnek.


Az önmetsző csavarok elkészítésének módját lásd a következő videóban.













A megjegyzés sikeresen elküldve.