Lakatos vésők: cél és tippek a választáshoz

Egyes munkákhoz speciális szerszámra van szükség, amelyet pusztító erejű mechanikai behatásokhoz terveztek. Az ilyen eszköz egy véső. A cikkben lesz szó róla.

Ami?
A lakatos véső fém vagy kő megmunkálására alkalmas ütvevágó eszköz. Szerszámszénacélból készült. A szerszám hegye penge alakú.
Az eszköz többfunkciós, de elsősorban a következőkre használják:
- kövek törése;
- fém kivágása;
- csempe leverése;
- "Vágó" szeg-/szegecsfejek és hasonló rögzítőelemek;
- csavarok és anyák kicsavarása / meghúzása "lapolt" élekkel.


Eszköz
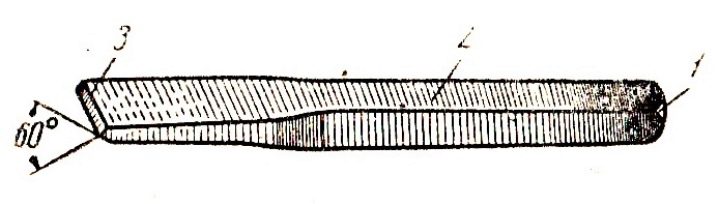
Az ábra egy asztalosvéső szerkezetét mutatja: 1 - fej, 2 - rúd, 3 - penge.
A véső általában egy egyenes rúd, amelynek metszetében téglalap, kerek, ovális vagy sokoldalú forma követhető. Egyik oldalán ki van élezve (munkapenge). A másik vége kalapácsütésre szolgál. A mester biztonságának biztosítása érdekében a vésőre védő "gombát" lehet felszerelni. Ez egy üreges fogantyú, gumiból, fából vagy műanyagból készült gyöngyvel. Ugyanakkor szem előtt kell tartani, hogy általában csak a szerszám építési lehetőségei vannak felszerelve védőgombával. Ugyanazon vésőkön általában nincs jelen.
A munkapenge kétoldalas élezéssel rendelkezik, elsődleges és másodlagos vágási szögekkel. A vágópenge élettartamának növelése érdekében kissé eltompult. A véső szára és munkalapja hibátlanul hőkeményedésnek van kitéve.
Típusai és jellemzői
A szóban forgó eszköznek körülbelül 20 különböző típusa van. Soroljuk fel közülük a leghíresebbeket.
- Véső - edzetlen fémmel végzett munkákhoz használható.
- Csuka véső - pneumatikus eszközökkel használható (emelő és forgácsoló kalapács).
- Véső kereszt - kúpos vágóéllel felszerelt. Hornyok vagy hornyok fémbe lyukasztására szolgál.



- Hornyoló véső - formázott vágóélű keresztvágó alfaja.
- Kovács véső - hosszú fa nyélre szerelve (mint egy kalapács). Ez lehetővé teszi a készüléket tartó kéz eltávolítását a forró fémről. Nem kizárt a hideg fém használata a vágáshoz.
- Scarpel véső - a hagyományos modellhez képest élesebb eszköz, amelyet kövekkel való megmunkáláshoz használnak. Ennek az opciónak a munkalapátja hasonló a pengéhez. Segít a kő simításában, főleg a szobrászok használják. A szerszám gumigombával van felszerelve, amely nem csak a kéz ütésétől, hanem a töredékek szétszóródásától is megvédi a mestert.



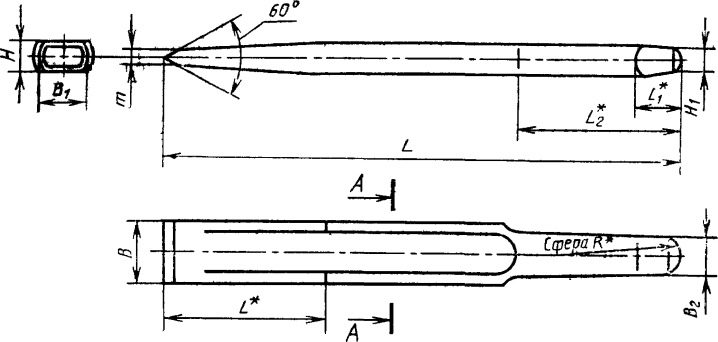
A szerszám főbb jellemzői közé tartozik a szerelvény típusa, célja (lágy, közepes kemény és kemény fémek megmunkálásához). A feltűnő rész típusát (kúpos vagy egyenes) szintén figyelembe kell venni. A vésők az alkatrészek több változatában készülnek (a GOST 7211-86 követelményei szerint). Szerszámok kiosztása fogantyúval:
- lapos ovális szakasz;
- ovális szakasz;
- hatszögletű szakasz;
- I-szakasz.



A feltűnő rész típusa szerint a következő lehetőségek állnak rendelkezésre:
- szélességben kúpos munka- és feltűnő rész;
- szélességben egyenesen működő feltűnő rész.
Ha az eszközt fémek vágására szánják, létrehozása során U7, U8, U9, U7A, U8A stb. osztályú szénacélt használnak.Ha a szerszámot kőzetek megmunkálására hozták létre, akkor a 45, 50, 50X acél szerkezeti lehetőségeit választják, amelyek emellett felszerelhetők keményfém betétekkel, például a Pobedit-től.
A győztes keményforrasztású véső alkalmas beton, fém, különféle fajtájú megmunkálására. Egy ilyen véső tovább tart, mint egy forrasztás nélküli eszköz. Élezés nélkül is tovább bírja.
A GOST műszaki követelményei szerint a vésők keménységének meg kell felelnie bizonyos paramétereknek. A 7ХФ, 8ХФ acélminőségeknél a vágóéltől legalább félhosszúságú munkafelület esetén ez az érték 56-60 HRC. Az U7A, 8HF esetén 54-58 HRC érték van megadva. A 7HF, 8HF ütési végétől legalább másfélszeres hosszúságú ütőrészre a megállapított norma 41-46,5 HRC. Ami az U7A, 8HF-et illeti, itt a mutatók 36,5-41,5 HRC tartományban vannak.


Más minőségű acél is használható termékek előállításához. A lényeg az, hogy a feldolgozott állapotban lévő anyag mechanikai tulajdonságai nem rosszabbak, mint a fent leírt fajtáké.
A vésőknek védő- és dekoratív bevonattal kell rendelkezniük. A GOST 9.306 és 9.032 szerint ez lehet:
- oxid olajjal, foszfát olajjal vagy króm 9 mikron vastagsággal;
- 1 mikron vastag króm katódos redukcióval felvitt nikkel-alréteggel, 12 mikron vastagságban;
- horganyzott 15 mikron vastagságban kromálással és foszfáttal, majd a véső felületeinek festését NTs132 különböző színű nitrogliftál zománccal a II. osztálynak megfelelően;
- 21 mikron vastag kadmium kromálással;
- króm 1 mikron 14 vagy 7 mikron vastag nikkel alréteggel.
A vésők mérete változó. A hossza 100 és 200 mm között változik, beleértve a 125, 160 mm-es mutatókkal rendelkező opciókat is. A munkadarab szélessége 5-20 mm lehet. Súlyukat tekintve a könnyebb változatok 210 és 380 g közöttiek, a nehézek (elektromos szerszámokkal együtt) 590 és 750 g közöttiek lehetnek.


Az élezési szögek is változhatnak. Lágy fémekhez élesebb szögű (körülbelül 35 fokos) termékeket használnak. Keményfémeknél nagyobb szög szükséges (45-70 fok).
Kiválasztási tippek
A véső vásárlása előtt mindenekelőtt érdemes meghatározni, hogy milyen munkára fogják használni: építőipari vagy lakatosipari. Az eszközök közötti fő különbség a biztonsági elem megléte vagy hiánya, amelyről a cikk elején is szó esett. Ennek köszönhetően a méretek csökkennek, és a szerszám munkaterülete nő.
Érdemes odafigyelni arra is, hogy milyen acélminőségből készül a véső. Az ajánlott anyagtípusok listája fent található. A legjobb minőségű vésők jó szívóssággal rendelkeznek. Ez csökkenti annak kockázatát, hogy a pengerészecskék működés közben letörjenek, így a szerszám biztonságosabb. A lágyacélból vagy edzetlen pengéjű vésők gyorsan elhasználódnak.


Nem érdemes kevéssé ismert gyártók olcsó modelljeit választani, előfordulhat, hogy rossz minőségűek. Előnyben részesítse a megbízható márkákat.
Hogyan kell használni?
- Mielőtt elkezdené a vésővel való munkát, meg kell győződnie arról, hogy a munkafelület sértetlen. Ehhez elegendő megvizsgálni a penge élét repedések, forgácsok és hasonló hibák szempontjából. Ha megtalálja őket, a sérülések elkerülése érdekében nem ajánlott a szerszámmal dolgozni.
- Munka közben feltétlenül használjon szemüveget és kesztyűt. Lehetőség van a készülék kiegészítésére egy védő gumibetéttel, ami növeli a mester biztonságát. Ne feledje, hogy a szerszámnak száraznak kell lennie, különben kicsúszhat a kézből (ez vonatkozik a kalapácsra és magára a vésőre is). Munka közben gondosan figyelni kell, hogy ne legyenek idegenek a közelben.
- Ne felejtse el megjelölni az anyagot. Vékony, de terjedelmes fémlemez üllőn vágható. A vésőt függőlegesen kell tartani. Ha a munkadarab kicsi, de nagy vastagságú, jobb, ha egy satuba szorítja. A szivacsoknak egy vonalban kell lenniük a jelölésekkel.Ha a fém vastagsága jelentős, akkor a jelölési vonalat 4 mm-rel felettük kell elhelyezni. A kalapács röviden és tisztán üt a véső hátulján, megfelelő szögben.


- Fémlemezekkel végzett munka során vegye figyelembe azok típusát és vastagságát (a vastag lemezeket több menetben kell levágni). Ha vésővel kell levágnia egy drótdarabot, ne próbálja meg egy csapással megtenni, mert a levágott rész véletlenszerű irányba repülhet, ami miatt időt veszít a keresésére. Jobb, ha egy kis méretű könnyű ütést (bevágást) végez, és letöri a szükséges darabot, amely végül a kezedben marad.
- Ne felejtse el, hogy a kalapács súlyának legalább többszörösének kell lennie a véső súlyának. Ellenkező esetben a munka valódi problémává válik: a kalapács lecsúszik a véső feltűnő részének felületéről, és a termelékenység nullához közelít. A kalapács állapota is fontos, különösen a fogantyúhoz való rögzítés megbízhatósága. Ha a szerszám ütköző része működés közben kiugrik a tartóból, sérülésveszély áll fenn.
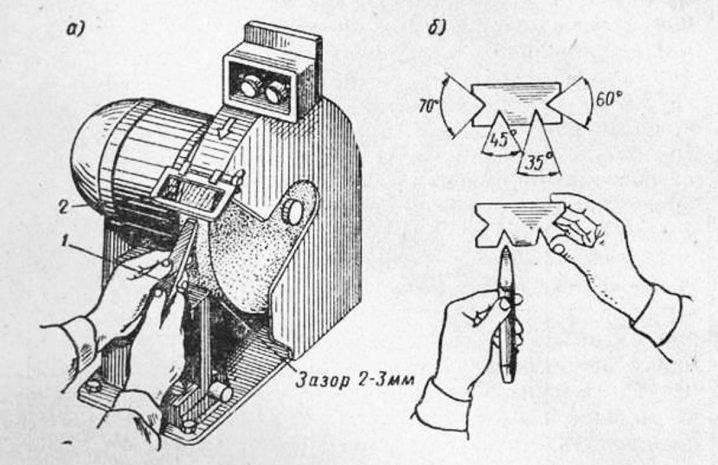
- Ne feledje, hogy a vésőnek megfelelő élezési szöggel kell rendelkeznie. Minél keményebb a fém megmunkálása, annál nagyobb lesz a szög. Öntöttvas, keményacél és bronz esetében 70 fokos élezési szöget feltételezünk. Közepes lágyságú és lágyacél anyagokhoz (sárgaréz, cink, réz) - 60 fok. Alumíniumhoz 40 fokos élezési szögű szerszám szükséges.


Élesítési funkciók
Az önélezés végrehajtásához elő kell készítenie egy kis tartályt tiszta vízzel, amelybe rendszeresen helyezze a fűtött szerszámot (annak érdekében, hogy elkerülje a kezdeti keményedés lágyulását). Az élezés a csiszolókorong végén történik. A vésőpengének a csiszolókorong haladási irányával ellentétesnek kell lennie (hogy biztosítsa, hogy a szikrák lefelé terelődnek). A környezeti hőmérséklettől és a csiszolókorong/kő forgási sebességétől függően a vésőt 30-60 másodpercig hűteni kell.
Ha túlexponálja a szélét, az túlmelegedhet és elveszítheti keménységét. Ez lehetetlenné teszi a kemény anyagok kezelését. Élezéskor cserélje ki a vágópenge érintkezési oldalát, mivel a véső kétirányú kivezetéssel rendelkezik. Az időszakos átfordítás lehetővé teszi a helyes geometria megtartását. Az élezés csiszolókövön is elvégezhető, de ez több időt vesz igénybe (ebben az esetben a folyamat előrehaladással történik).
További részletekért lásd alább.













A megjegyzés sikeresen elküldve.