Hogyan készítsünk saját kezűleg hajlítógépet?

A hajlítógép a cső- és rúdhajlító géppel együtt hasznos eszköz a mindennapi életben és az építőiparban. A fémraktáraknál gyakran kínálnak fémlemez hajlítási szolgáltatást - térítés ellenében. Fizethet egy vagy több lemez hajlításáért – de ha saját maga épít egy házat, szüksége van egy saját lemezhajlító gépre.

Hajlítógép készülék
A listogib elkészítése előtt döntse el, hogy milyen vastagságú és szerkezetű, valamint hány lapot kell meghajlítania, hogyan hajlik meg pontosan. Ez lehetővé teszi, hogy kiválassza azt a sémát, amely szerint az eszközt gyártani fogják. A legegyszerűbb mechanizmus lehetővé teszi az acéllemez hajlítását egy átmenő segítségével... Ez az eszköz könnyedén meghajlít egy legfeljebb fél méter széles lapot, 90 fokos szöget, csak a mester keze erejét használva. A fémlemez rögzítése a gépben egy bilincs vagy egy kis satu segítségével történik. A kiválasztott helyen történő hajlítás a rajta lévő traver megnyomásával történik.
A derékszögű hajlításhoz speciális betétre van szüksége fémcsík vagy ötvözet formájában, amely rugalmasabbá teszi a hajlított lemezt.

Bonyolult eszköz - nyomja meg a féket hálóval és lyukasztóval mint működtető. Fém- vagy ötvözetlapot helyeznek egy ívelt vagy kiegyenesített szerszámra, és egy lyukasztót (hajlítóéket) nyomnak a hajlítandó lapra, így a kívánt hajtásmintát kapják. Egy ilyen gépet gyakrabban használnak a fémfeldolgozó iparban, ahol a vaslemez hajlítását áramra helyezik.

Házi készítésű hajlítógépek otthon hidraulikus mechanizmussal is dolgozhatnak, aminek szerepét például egy emelő tölti be.
Egy ilyen géphez legalább két egyforma emelő szükséges.
Emellett a munkájukat szinkronizálni kell, ami további bonyolultságot jelent például a betonacél- és csőhajlítókhoz képest.
Professzionális hajlítógépek háromtengelyes mechanizmus alapján készülnek. Ezekben egy fémlemez halad át kormányozható tengelyeken. Ennek eredményeként a lemez hajlítási sugara eltérő értékeket vesz fel a különböző megközelítéseknél.


Különleges helyet foglal el elektromágneses hajlítógépek... De nehéz egy ilyen hajlítógépet egyedül elkészíteni. Pozitív tulajdonságai a kis méretek, a lemezhajtogatás csendes folyamata, a nagy sebesség. Az ilyen hajlítógép a hajlítófelület és a mátrix között létrejövő elektromágneses térnek köszönhetően működik. A hajlító lazán rugóval van rögzítve, és maga a szerszám van alatta. A mechanizmus az összehajtott lap formájához igazodik. A hajlító alá (vagy benne) elektromágnes kerül, amelyre egyenirányított hálózati feszültség kerül.
A mátrix a hajlítóhoz vonzódik, és ez azonnal meghajlítja a behelyezett munkadarabot. Egy ilyen eszköznek lehet szektorhajlítógépe is, amely többszintű (összetett) karimák készítését teszi lehetővé.


Tengelyhajlító gép például egyfalú kémények gyártásánál használják, ahol egy kerek vagy ovális keresztmetszetű cső ideális méretekkel rendelkezik. Ha a tengelymechanizmusnak van egy bizonyos profilja, akkor ez alkalmas a kerület körül elhelyezett tetőcsatornák gyártására.
Ha szükséges, a tengelyhajlítógépet további hajlítóhengerekkel szerelik fel, amelyek lehetővé teszik például, hogy síklemezből lépcsőzetes vagy hullámos vasat nyerjenek.
A tengelyes gépeket gyakran késsel szerelik fel, ami lehetővé teszi a lemez levágását a hajlítási pont közelében.


A kézi hajlítógép esetében a munkaforrást leggyakrabban a következő korlátokon belül választják ki:
- lapok száma - legalább 1400;
- lapszélesség - legfeljebb 2 m;
- hajtási szög - 130 fokig.
Egy nagyobb erőforrást nem otthoni, hanem egyedi munkára használnak fel.


Anyagok és eszközök előkészítése
A listogib gyártásához nem nélkülözheti a következő eszközöket és fogyóeszközöket:
- elektromos fúró és egy sor különböző átmérőjű fúró;
- bolgár, valamint vágó- és csiszolókorongok hozzá;
- hegesztőgép és egy elektródakészlet;
- helyettes munkapadhoz egy bilincskészlet;
- kéziszerszám készlet (kalapács, kalapács, fogó, középső lyukasztó, vésőreszelő).



A szerszám csatlakoztatásához, ha az udvaron a munkaterület közelében nincs kivezetés, egy megfelelő hosszúságú hosszabbító orsóra van szükség.
Kellékanyagként szüksége van:
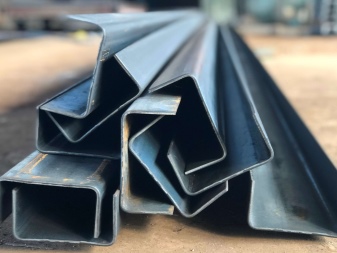
- sarokprofil vastag falú acélból készült;
- csavarok, anyák és alátétek (termesztőket használhat);
- csatorna (U-alakú profil részben kihegyezett élekkel);
- a szabály (ha trigger elemként használják);
- erősítő rúd (sima felületű megerősítés elfogadható);
- golyóscsapágy készlet (ha a mechanizmus rendelkezik ezek használatáról).


A szükséges elektromos készülékek, fogyóeszközök és anyagok előkészítése után elkezdheti a listogib készítését.
Lépésről lépésre gyártási útmutató
A hajlítógépek három típusa – kézi, tengelyes és hidraulikus – számos konkrét rajzot tartalmaz. Kezdjük egy sarokkal (T-alakú).
A sarokból
Egy-két sarok alapként a leggyakoribb kialakítás. Ehhez nagy, sík területre (munkaasztalra) van szükség. Ideális esetben, ha az asztallapja vastagabb fémlemezzel van kárpitozva.mint az, akinek a lapját meg akarja hajlítani.
A sarok szélessége legalább 4,5 cm, vastagsága legalább 3 mm legyen... Hosszabb (egy méter vagy több) lapok hajlításakor vastagabb és szélesebb sarkokra lesz szükség, a T-alakú vasfém (T-alakú, dupla sarok) is megteszi.
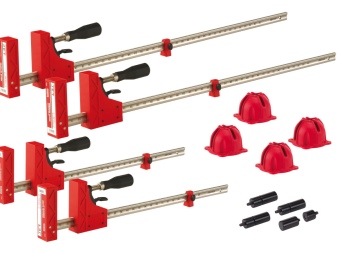
Készítsen elő két acél ajtópántot, 10-20 mm-es csavarokat és anyákat, valamint rugókat. Célszerű pillangós zsanérokat használni, amelyekben süllyesztett csavarfej található - kialakításuk megerősített és jelentős túlterhelésnek ellenáll.

Csináld a következőt.
- Hajtsa össze a két T-profilt. Mindkét végén vágjon ki mélyedéseket a zsanérok számára. Vágja le minden bevágás szélét 45 fokos szögben.
- Ugyanígy reszelje le a harmadik T-profilt is, a benne lévő bevágást mélyebben hagyva. Egy ilyen bevágás szükséges a hajtogatott lapok préseléséhez, és erőfeszítés nélkül mozog.
- Hegessze el a zsanérokat mindkét oldalon - elölről és hátulról. Ügyeljen arra, hogy a hegesztési varratok egyenesek és szilárdak legyenek – a hurok nem válhat ki.
- Az egyik olyan márkán, amely jelenleg távol van Öntől, hegesszen két-két ferde szöget mindkét oldalon. Ezek segítenek a rögzítőcsavar rögzítésében.
- Hegessze a csavaranyákat a kúpokhoz.
- Rögzítse a szorítórudat (T-rúd vágott oldallal).
- A tetejére hegesszen acéllemezeket, mindegyik közepén egy lyukkal. A csavarnak könnyen illeszkednie kell a lyukba.
- Igazítsa a lyukakat úgy, hogy egy vonalban legyenek az anyával. Hegesztéssel ezekre a lemezekre.
- Vágja le a rugó egy részét úgy, hogy annak ereje elegendő legyen a szorítórudat átlagosan 6 mm-rel megemelni.
- Csavarja be a csavart a szorítórúdba, helyezze rá a rugót és húzza meg az anyát. Szerelje be ugyanazt a rugódarabot a hátuljára. A nyomólapnak magától fel kell emelkednie, amikor a csavart meglazítják.
- Hegesszen két darab betonacélt a csavar fejére - ezek fogantyúként szolgálnak a meghúzáshoz.
- Helyezzen műanyag vagy fa cső alakú párnákat a kapott fogantyúkra.Régi kerékpármarkolat is használható.


A hajlítógép készen áll a munkára. A készülék I-gerendákból is készülhet. A felső - nyomó - I-gerenda végétől pánttal van rögzítve az alsóra.
Az I-gerenda második végét egy ék vagy excenter tartja.
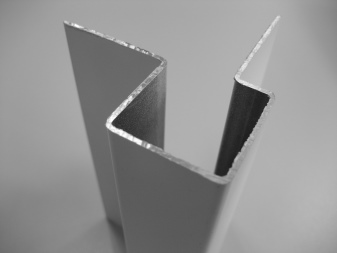
A csatornáról
Ha a szög- vagy T-profilt U-alakú csatornára cseréli, a hajlítógép élettartama jelentősen megnő. A csatornára szerelt fő részek változatlanok maradnak.
A kereszttartó a csatorna használatakor nem hajlik meg idő előtt. A szög viszont kevésbé ellenáll a túlterhelésnek - a legkisebb hajlítás drámaian csökkenti a munka minőségét, ezért az acéllemeznek meg kell hajolnia a gép egyengetése és beállítása után.

A szabálytól
Az acéllemez hajlítására szolgáló eszköz a szabály alapján abban különbözik a szögben lévőtől, hogy a szög vagy "Tavra" helyett a szokásos alumínium szabályt használják bilincsként, vakolási munkákhoz és betonpadlók kiegyenlítéséhez esztrichezéskor. Gyakorlatilag nem deformálódik 0,7 mm vastagságú lemezek hajlításánál, azonban ha túllépi ezt a határt, és túl rövidre hajlítja a lemezdarabot, akkor a szabály garantáltan tompa lesz. Cserélhető – könnyen cserélhető egy elhasználódott szabály egy újra.
Hajlító traverzként egy gerendát használnak, amely az acéllemezt a befogási tengely körül hajlítja, az acéllapot addig deformálja, amíg az adott szögben meg nem hajlik.

Fából készült
A hajlítógép fa részei megóvják Önt a készülék túlzott súlyától. A helyzet az, hogy egy klasszikus szög- vagy csatornahajlítógép súlya 100 kg vagy több, ami lehetetlenné teszi a mozgatását. Ha főszerkezetként sínt használnak, akkor a tömeg több mint 200 kg-mal növekszik, és vasbeton bevonatú előtető alatti padlószakaszra lesz szükség.

A fa hajlítógép acélt és alumíniumot hajlít 1 mm vastagságig.
Keményfára lesz szüksége, fenyő és lucfenyő használatakor a fa részek azonnal eltompulnak és deformálódnak. A fa szerkezet előnyei - nincs szükség hegesztésre - minden csatlakozás csavarozott. A fából készült gépet könnyebb elkészíteni. Alkalmas tetőfedő lemezek hajlítására és tiszta bádogos munkákra.
Gyakran javítják az acélgép súlyát, ha fadeszkát használnak párnaként.


Ki a sínből
A sínnel ellátott kézi lemezhajlító gép 2 mm-nél vastagabb acél hajlítására szolgál. Nagyjából olyan vastag lemezeket is meg tudnak hajlítani, amelyekből korábban acélgarázsokat építettek. A fémlemez rögzítése sín segítségével történik. A lapok adagolásának mélysége korlátlan lehet - egy ilyen gép bárhol meghajlítja a lapot, függetlenül attól, hogy milyen hosszú. A sín alapú kézi hajlítógépek termelékenysége óránként több tíz futóméternyi lemez, ami lehetővé teszi a fémhajlítás áramlását.
A sín hossza akár 2,5 m is lehet.

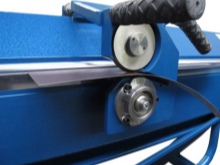
A csapágyakról
A görgős hajlítógép a hurokhajlítással ellentétben megnövelt pontossággal rendelkezik. Ha a csapágyakat a hajlított lemezekre eső terhelés méretéhez igazítják, és jól kenik, a háromgörgős egység mindennapi használat mellett is legalább több évig működik.
Egy ilyen gép gyártási folyamatának leírása a következő.
- Fúrjon néhány lyukat egy négyzet alakú csőprofilba. Legfeljebb 8 mm átmérőjű acélrudakhoz szükségesek.
- Ezeket a rudakat hegessze a csőhöz, és rögzítse a műanyag dugókat. A gép működő része készen áll.
- Téglalap alakú vágásokat fűrészelt két szögacéldarabban.
- Helyezze a sarkokat egy satuba egy munkapadra, köztük távtartó alátétekkel. Az alátétekkel egy rés szabadul fel, amelybe a hajlítható acél- vagy alumíniumlemezt helyezik.
- Hegesszen 2 sima és tökéletesen kerek csapot a sarkokhoz.
- Csúsztassa a golyóscsapágy-készleteket a csapokra.
- Fúrjon a sarkok közepén a furat mentén.
- Helyezze be ezekbe a furatokba a korábban hegesztett profilcsőből és 2 rúdból álló alkatrészt.
- Rögzítse a perselyeket a rudakhoz, és hegessze őket a sarkokhoz.
- Csúsztassa a golyóscsapágyakat a rudak végére.


Szerelje össze a szerkezetet, és kenje meg a csapágyakat litollal, zsírral vagy grafitzsírral. Ez az egység kiválóan alkalmas bádoglemezes alkalmazásokhoz.
Hasznos tippek
Javasoljuk, hogy a teljes szerkezetet festse le, mivel az udvaron és nem otthon fogja használni. Az időben történő festés megakadályozza a rozsdásodást.
Ne használjon fahajlítógépet 1 mm-nél vastagabb lemezek hajlításához. - ez gyors tönkremeneteléhez vezet. Nem ilyen erőfeszítésre tervezték.
Másrészt ne használjon olyan hajlítógépet, amely túl erős a vékony acélhoz. A túl gyors hajlítás eltöri a lapot, az eredmény egy repedés. Különösen a repedések pusztítják el a szokásos horganyzott lemezeket idővel. Minden eszközt egy adott terhelésre terveztek.
Néha egy munkás nem tud 2 mm-nél vastagabb acélt meghajlítani egy erős lemezhajlító gépen.... Még akkor is, ha a hajlítógépnek hosszú karjai vannak, szükség lehet más munkások segítségére. Professzionális kézi hajlítógépeken a dolgozók acéllemezeket ketté, háromba hajlítanak, vagy mechanikus eszközt használnak 12 kilowattos motorral. Ez utóbbi lehetőség olyan gyárban alkalmazható, ahol például hullámos tetőfedő lemezeket, gerincsarkokat, dobozokat, L-alakú küszöbszalagokat és számos más típusú terméket készítenek kész acéllemez szalagokból.

A jól elkészített listogib még a festéket vagy a horganyzott acéllemezt sem karcolja meg, meghajlítja. Az ilyen bevonaton lévő karcolások és horzsolások elkerülése érdekében nagyon óvatosan helyezze be a lapokat a hajlítógépbe.
Bármely listogib fokozatos kopásnak van kitéve, még akkor is, ha szupererős és szuper minőségű. A mozgó, súrlódó forgó alkatrészeket (zsanérok, csapágyak) évente legalább egyszer kenni kell - ritka, alkalmi munkával. A gyakori és hosszú távú működés havonta egyszer, negyedévente kenést igényelhet - ezek az alkatrészek fokozott túlterhelésnek vannak kitéve, és nem teljesen mentesek a súrlódástól. Ellenőrizze a vezetőéleket - idővel azok is elhomályosodhatnak és fogazottá válhatnak, a fémlemez pedig rosszabbul és durvábban hajlik, egyenetlenségekkel és horpadt részekkel.
Ne használjon rozsdamentes acéllemezt anyagként... Ennek az ötvözetnek a jelentős szívóssága megnehezíti a lemezek feldolgozását.
Lemezhajlító gép készítésénél kerülni kell azokat a hegesztett kötéseket, amelyeket a folyamatosan ellentétes irányt változtató terhelés károsít.
Igyekezzen a gépet a lehető legegyszerűbben tartani anélkül, hogy szükségtelen részleteket adna hozzá.... Az egyszerűség a megbízhatóság barátja. A pótalkatrészek plusz súlyt adhatnak.


A lemezhajlító gép nem alkalmas munkadarabok hajlítására, amelyeket aztán művészi kovácsoláshoz használnak - kése nem alkalmas 2 mm-es acél munkadarabok alakos vágására. A hajlítókés alapvetően csak egyenesen vág. Használjon más szintű speciális fémmegmunkáló gépeket, amelyek megoldják ezt a problémát.
Viseljen kesztyűt, védőszemüveget és védőruházatot, amikor elektromos szerszámokkal dolgozik, beleértve az elektromos szerszámokat is. Ez csökkenti a gondatlan vezetésből eredő sérülések valószínűségét. A dolgozó lőszere munka közben nem tapadhat magához az eszközhöz.
Következtetés
Ha a kézi hajlítógép gyártása meghaladja az erejét és tudását, akkor kész eszközt kell használnia. Ennek költsége körülbelül 60 ezer rubel. De ez a módszer csak azoknak jó, akik nem akarnak profitot lemaradni a hajlítási munkák beindításával.
Hogyan készítsünk saját kezűleg hajlítógépet - lásd alább.













A megjegyzés sikeresen elküldve.