Mi az a vakkarima?

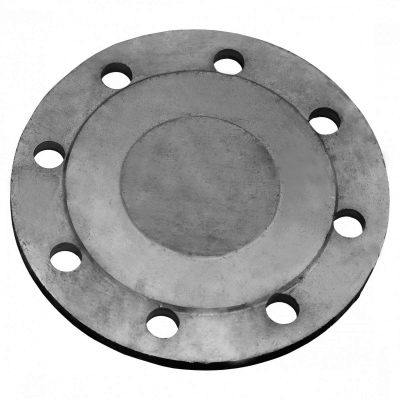
A karimás dugó egy speciális kis méretű darab, amely ideiglenesen vagy véglegesen elzárja a csövön keresztüli munkaáramlást. Az elemet tömítőanyagként is használják. A dugó alapja egy tárcsa, amelynek kerülete körül rögzítési lyukak vannak.
Műszaki adatok
A karimás dugók sok iparágban keresettek:
-
ipari;
-
olaj és gáz;
-
kémiai.


Az alkatrészeket aktívan használják a lakás- és kommunális szektorban is, ahol felhasználhatók a házak csövek élettartamának meghosszabbítására és a vészhelyzetek megelőzésére. A karimás dugók felszerelése lehetővé teszi a javítási vagy megelőző intézkedések egyszerű végrehajtását a csővezeték működőképességének helyreállítása érdekében.
A dugók műszaki paramétereinek teljesen meg kell egyeznie a csővezeték végére szerelt csatlakozó karimával. Ez azt jelenti, hogy a következő mutatóknak azonosaknak kell lenniük:
-
anyag;
-
hőmérsékleti határ;
-
nyomástartomány.

Ezzel a megközelítéssel elkerülhető, hogy a dugót egy már felszerelt karimához rögzítsék. Az alkatrész beszerelése csavarok és csapok segítségével történik, amelyek biztosítják az elem megbízható rögzítését a kívánt helyzetben.
A csonkok legfontosabb tulajdonságai, típusuktól függetlenül:
-
magas megbízhatósági arány;
-
szoros kapcsolat;
-
biztonság és könnyű telepítés;
-
egyszerű használat;
-
elérhetőség;
-
hosszú élettartam.

A karimás dugók paramétereit a GOST előírásai szabályozzák.
Gyártási anyagok
A vakkarimák gyártásához különböző minőségű acélt használnak, ami lehetővé teszi az egyenlőtlen tulajdonságokkal rendelkező alkatrészek beszerzését. Az elem anyagának kiválasztásakor figyelembe veszik annak a csővezetéknek az alkalmazási területét és munkakörnyezetét, amelybe a dugót be kívánják szerelni.

Népszerű anyagok az ilyen típusú alkatrészek gyártásához.
-
20. cikk. Ez egy átlagos széntartalmú szerkezeti acél.
-
St 08G2S. Nagy szilárdságú szerkezeti gyengén ötvözött acél.
-
12X18H10T. Szerkezeti típusú kriogén acél.
-
10Х17Н13М2Т. Fokozott korrózióállóságú acél.
-
15X5M. Ötvözött rozsdamentes acél magas hőmérsékleten való használatra.


A gyártók öntöttvas és műanyag dugókat is gyártanak a projekt feltételei alapján. Az anyagok jellemzőit a GOST-ok szabályozzák. A karimás dugók gyártásának két módja van.
-
Meleg vagy hideg bélyegzés... A leggyakoribb gyártási módszer, amely lehetővé teszi a kiváló minőségű munkadarabok előállítását. A technika lehetővé teszi különböző formájú és méretű elemek gyártását, amelyek szükség esetén feldolgozhatók: plazma- vagy gázvágásnak vethetők alá. A technika további előnye az üregek és zsugorodási üregek kockázatának minimalizálása, amivel elkerülhető a selejt. A bélyegzési módszerrel előállított dugókat megnövelt szilárdsági jellemzők, hosszú élettartam jellemzi, és kiváló csatlakozási tömítettséget biztosítanak.
-
TSESHL... Ez egy centrifugális elektrosokk-öntéssel történő gyártási technika. Segítségével kiváló minőségű terméket lehet előállítani, egyetlen hátránya a kémiai szerkezet heterogenitása, valamint a pórusok, légzsákok kialakulásának kockázata.


A karimás dugókat a szabályozási dokumentumok követelményeinek figyelembevételével gyártják: GOST és ATK. A kivitelezés típusának, a járat átmérőjének és az acélminőség feltételes felosztásának megfelelően az alkatrész bizonyos jelölést kap.

Jelölés és méretek
A gyártás után az alkatrész alapos minőségellenőrzésen esik át, amely magában foglalja:
-
geometriai méretek mérése;
-
a felhasznált fém kémiai összetételének és mechanikai jellemzőinek elemzése;
-
az elem mikro- és makroszerkezetének vizsgálata.


Ha az összes megszerzett tulajdonság megfelel a GOST követelményeinek, a termék tanúsítvánnyal rendelkezik és tanúsítványt kap.
A karimás dugók szabványos méreteit az ATK 24.200.02-90 szabványos tervalbum szabályozza. A mérések során a következő paramétereket veszik figyelembe:
-
ДУ - feltételes átjárás;
-
D - külső átmérő;
-
D1 - a dugóban lévő lyuk átmérője;
-
D2 - a kiemelkedés átmérője;
-
d2 a tükör átmérője;
-
b - vastagság;
-
d a rögzítőelemek furatainak átmérője;
-
n a rögzítőelemek furatainak száma.

A DN150, DN50, DN100, DN200, DN32, DN400 és egyéb részletekkel ellátott dugaszok névleges furatátmérője könnyen meghatározható. A paramétereket milliméterben mérik. Például egy DN80 márkájú alkatrész átmérője 80 mm, DN500 - 500 mm.
A lapos lemez szabványos jellemzői:
-
névleges furat - 10-1200 mm;
-
a dugó külső átmérője 75-1400 mm;
-
dugó vastagsága - 12-40 mm.

Az alkatrész végső jelölése figyelembe veszi a típust, a névleges átmérőt, a nyomást és az acélt, amelyből az elem készül.... Például az első típusú, 100 mm átmérőjű, 600 kPa nyomású, 16GS acélból készült dugó jelölése: 1-100-600-16GS. Egyes gyárak speciális fogantyús alkatrészeket gyártanak, ezt feltüntetve a jelölésben.
Mi a különbség a forgótárcsától?
Ahhoz, hogy megértsük, mi a különbség az elemek között, mindegyiket részletesebben meg kell vizsgálnia. Érdemes a karimás dugóval kezdeni. Amint megjegyeztük, ez egy speciális alkatrész a csővezetékekben a folyadék vagy gáz áramlásának korlátozására. A dugó a kivitelezésében teljesen megismétli az acélkarima alakját, lemásolva:
-
elem végrehajtás;
-
tömítőfelület típusa;
-
méretek.

Az egyetlen különbség a karimához képest, hogy nincs átmenő lyuk.
Karimás rész segítségével lehetőség van a csőszakasz ideiglenes vagy végleges leállítására. Tulajdonságaik és teljesítményjellemzőik miatt számos területen keresettek az alkatrészek.
A dugó működési elve egyszerű.
-
A karimára acél korongot helyeznek.
-
A két elem közé tömítést kell beépíteni.
-
Az alkatrészeket csavarokkal vagy csapokkal húzzák össze a kerület mentén.

A tömített csatlakozás megszervezésére szolgáló tömítések fémből vagy más anyagokból készülnek. Az ilyen termék jelenléte megakadályozza az elemek közötti súrlódást és javítja a rögzítést.
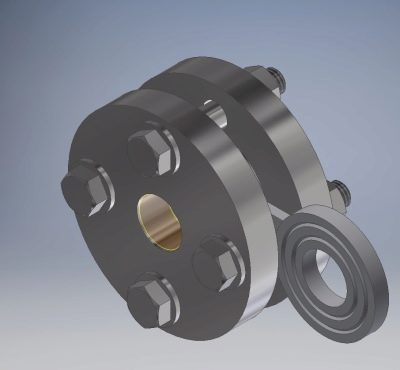
Most érdemes rájönni, mi az a forgódugó, amit más néven cső alkatrészek... Ez egy speciális kialakítás, amely két acél tárcsát tartalmaz. Az egyik teljesen vak, a másik központi furattal van ellátva, mindkét tárcsa híd köti össze. Ha figyelembe vesszük az alkatrész megjelenését, akkor nyolcas vagy szemüveg alakú, így gyakran hallhatja a dugó harmadik nevét - Schmidt szemüveg.

A forgódugók keresettek az olaj- és gáziparban, valamint az ipari szektorban. Az alkatrészeket a csővezetékek végére szerelik fel javítási vagy karbantartási munkák elvégzése céljából. Az alkatrész beépítése már előkészített karimás csatlakozásban történik. A dugó működési elve egyszerű.
-
A vak oldal blokkolja az áramlást.
-
A nyíláskorong folytatja a folyadék vagy gáz mozgását.


Sajátosság az alkatrészek agresszív környezetben való felhasználásának lehetőségéről, ahol nagy a korrózió és a fémrepedés kockázata.
A karimás dugókra -70 és +600 Celsius fok közötti munkaközeg hőmérsékletű csővezetékekben van igény.Az alkatrészt karimás csatlakozás részeként használják, ezért viseli ezt a nevet.
A forgódugók olyan területeken alkalmazhatók, ahol a folyadék- vagy gázáramlás időszakos leállítása szükséges a javítási vagy karbantartási munkák során.

A forgódugók három típusban kaphatók. Az első összekötő kiemelkedést biztosít, a második szabályos kiemelkedéssel van felszerelve, a harmadik lehetőség az ovális tömítés alá kerül. Egyes gyártóüzemek tüskés vagy üreges dugókat gyártanak.
A forgószelepeket, akárcsak a karimás dugót, a csővezetékekre szerelik fel, hogy megállítsák a munkaközeget. A részletek között azonban van különbség.













A megjegyzés sikeresen elküldve.