A hegesztőhuzal osztályozása és kiválasztása

A hegesztési munkák lehetnek automatikusak és félautomata is, és különféle anyagokkal végezhetők. Annak érdekében, hogy a folyamat eredménye sikeres legyen, célszerű speciális hegesztőhuzalt használni.


Mi ez és mire való?
A töltőhuzal egy fémszál, általában egy orsóra tekerve. Ennek az elemnek a meghatározása azt jelzi, hogy elsősorban erősebb, pórusoktól és egyenetlenségektől mentes varratok létrehozásához járul hozzá. Az izzószál használata minimális mennyiségű hulladékkal, valamint alacsony salakképződés mellett biztosítja a termelést.
A készüléket az adagolóban rögzítik, majd a huzal automata vagy félautomata üzemmódban kerül a hegesztési területre. Elvileg manuálisan is táplálható a tekercs egyszerű kigurításával.
A töltőanyaggal szemben támasztott követelmények nemcsak a minőségre vonatkoznak, hanem a megmunkálandó alkatrészek alkalmasságára is.
Faj áttekintés
A hegesztőhuzal osztályozása a jellemzők, tulajdonságok és az elvégzendő feladatok függvényében történik.
Bejelentkezés alapján
Az általános célú huzalokon kívül speciális hegesztési körülményekhez is léteznek fajták. Opcióként a fémszál kialakítható hegesztési varrat kényszerképzésével, víz alatti munkára vagy fürdőtechnika alkalmazásával. Ezekben az esetekben a huzalnak speciális bevonattal vagy speciális kémiai összetétellel kell rendelkeznie.

Szerkezet szerint
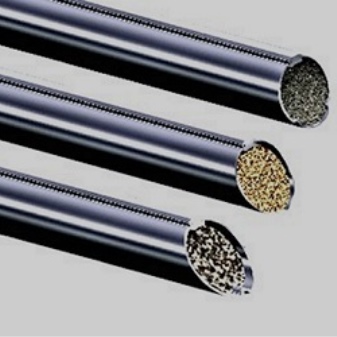
A huzal szerkezete szerint szilárd, por és aktivált fajtákat szokás megkülönböztetni. A tömör huzal úgy néz ki, mint egy orsóhoz vagy kazettához rögzített kalibrált mag. Sorokban, tekercsben történő fektetés is lehetséges. Néha a rudak és szalagok alternatívát jelentenek az ilyen huzalokhoz. Ezt a típust automatikus és félautomata hegesztéshez használják.
A folyasztószeres huzal úgy néz ki, mint egy folyasztószerrel töltött üreges cső. Éppen ellenkezőleg, nem szabad félautomata gépeken használni, mivel a szálhúzás nehézkesnek bizonyul. Ezenkívül a görgők működése nem alakíthatja át a kerek csövet oválissá. Az aktivált fólia szintén egy kalibrált mag, de a fluxusos huzalokhoz használt alkatrészek hozzáadásával. Például kiderülhet, hogy vékony réteg.

Felülettípus szerint
A hegesztőfólia lehet rézbevonatos és nem rézbevonatos. A rézbevonatú szálak javítják az ívstabilitást. Ez azért történik, mert a réz tulajdonságai hozzájárulnak a hegesztési zóna jobb áramellátásához. Ezenkívül csökken az előtolási ellenállás. A nem rézbevonatú huzal olcsóbb, ami a fő előnye.
A bevonat nélküli cérnának azonban lehet polírozott felülete, ami egyfajta közbenső kapocsként szolgál a két fő fajta között.

Összetétel szerint
Fontos, hogy a huzal kémiai összetétele megegyezzen a feldolgozandó anyagok összetételével. Ezért Ebben a besorolásban nagyszámú töltőszálfajta létezik: acél, bronz, titán vagy akár ötvözött, amely több elemből áll.

Az ötvözőelemek számával
Ismét, az ötvözőelemek mennyiségétől függően, a hegesztőhuzal lehet:
- gyengén ötvözött - kevesebb, mint 2,5%;
- közepesen ötvözött - 2,5% és 10% között;
- erősen ötvözött - több mint 10%.
Minél több ötvözött elem van az összetételben, annál jobbak a huzal jellemzői. A hőállóság, a korrózióállóság és egyéb mutatók javulnak.


Átmérő szerint
A huzal átmérőjét a hegesztendő elemek vastagságától függően választjuk ki. Minél kisebb a vastagság, annál kisebbnek kell lennie az átmérőnek. Az átmérőtől függően a hegesztőáram nagyságának paramétere is meghatározásra kerül. Így egy adott 200 ampernél kisebb mutató mellett 0,6, 0,8 vagy 1 milliméter átmérőjű hegesztőhuzalt kell készíteni. Olyan áramhoz, amely nem haladja meg a 200-350 ampert, 1 vagy 1,2 milliméter átmérőjű vezeték megfelelő. 400 és 500 amper közötti áramok esetén 1,2 és 1,6 mm átmérő szükséges.
Az is alapszabály, hogy egy védőkörnyezetben végzett félautomata folyamathoz 0,3-1,6 milliméteres átmérő alkalmas. Az 1,6-12 milliméter közötti átmérő alkalmas hegesztőelektróda létrehozására. Ha a huzal átmérője 2, 3, 4, 5 vagy 6 mm, akkor a töltőanyag folyasztószerként használható.


Jelzés
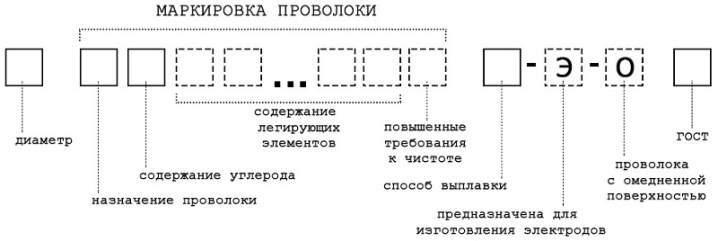
A hegesztőhuzal jelölését a hegesztést igénylő anyag minőségétől, valamint a munkakörülményektől függően határozzák meg. A GOST és a TU szerint van kijelölve. Mert a visszafejtés végrehajtásának megértéséhez fontolóra veheti az Sv-06X19N9T huzalmárkát., amelyet gyakran használnak az elektromos hegesztésben, ezért nagyon népszerű. Az "Sv" betűkombináció azt jelzi, hogy a fémszál csak hegesztésre szolgál.
A betűket a széntartalmat jelző szám követi. A „06” számok azt jelzik, hogy a széntartalom a töltőanyag teljes tömegének 0,06%-a. Továbbá láthatja, hogy milyen anyagokat tartalmaz a huzal és milyen mennyiségben. Ebben az esetben "X19" - 19% króm, "H9" - 9% nikkel és "T" - titán. Mivel a titán megjelölés mellett nincs szám, ez azt jelenti, hogy mennyisége kevesebb, mint 1%.
Népszerű gyártók
Több mint 70 márkájú töltőhuzalt gyártanak Oroszországban. A Bars védjegyű termékeket a Barsweld gyártja, amely 2008 óta működik. A termékcsalád rozsdamentes, réz, folyasztószeres, rézbevonatos és alumínium huzalokat tartalmaz. A töltőanyagot innovatív technológiákkal gyártják. A fémszálak másik orosz gyártója az InterPro LLC. A gyártást olasz berendezéseken, speciális import kenőanyagok felhasználásával végzik.
A hegesztőhuzal orosz vállalatoknál is gyártható:
- LLC SvarStroyMontazh;
- Sudislavl hegesztőanyag-gyár.


A kínai vállalatok széles körben képviseltetik magukat a töltőanyagok piacán. Fő előnyük az átlagos árak és a jó minőség kombinációja. Például a kínai Farina cégről beszélünk, amely huzalokat gyárt szén- és alacsony ötvözetű acélokhoz. További kínai gyártók a következők:
- Deka;
- Bizon;
- AlfaMag;
- Yichen.


Hogyan válasszunk?
A töltőanyag kiválasztásakor két alapvető szabályt kell figyelembe venni. Mint már említettük, fontos, hogy a huzal összetétele a lehető leghasonlóbb legyen a hegesztendő alkatrészek összetételéhez. Például a vasfémek és rézötvözetek esetében különböző variációkat alkalmaznak. Javasoljuk, hogy a kompozíció lehetőleg kén- és foszformentes legyen, valamint rozsdától, festéktől és bármilyen szennyeződéstől mentes legyen.
A második szabály az olvadáspontra vonatkozik: a töltőanyagnál valamivel alacsonyabbnak kell lennie, mint a feldolgozott termékeknél. Ha a huzal olvadási hőmérséklete magasabb, akkor az alkatrészek kiégnek. Arra is érdemes figyelni, hogy a huzal egyenletesen húzódjon, és teljesen ki tudja tölteni a varrást.A töltőanyag átmérőjének meg kell egyeznie a hegesztendő fém vastagságával.
A huzal anyagának egyébként meg kell egyeznie a bélés anyagával.

Használati tippek
A töltőhuzal tárolása nem történhet magas páratartalom mellett. A töltőanyag eredeti csomagolásában 17 és 27 fok közötti hőmérsékleten, 60%-os páratartalom mellett tárolható. Ha a hőmérséklet 27-37 fokra emelkedik, akkor a maximális relatív páratartalom éppen ellenkezőleg, 50% -ra csökken. A kicsomagolt fonalak 14 napig használhatók műhelyben. A vezetéket azonban védeni kell a szennyeződéstől, portól és olajtermékektől. Ha a hegesztés több mint 8 órán keresztül megszakad, a kazettákat és a tekercseket műanyag zacskóval kell védeni.
Ezenkívül a töltőanyag használata megköveteli a fogyasztási arány előzetes számítását. A vezetékfogyasztást a legkényelmesebb a kitöltendő csatlakozás méterére vetíteni. Ez az N = G * K képlet szerint történik, ahol:
- N a norma;
- G a felület tömege a kész varraton, egy méter hosszú;
- K a korrekciós tényező, amelyet a lerakott anyag tömegétől függően határoznak meg a hegesztéshez szükséges fémfelhasználáshoz.


G kiszámításához meg kell szoroznia F, y és L:
- F - a csatlakozás keresztmetszete egy négyzetméterenként;
- y - felelős a huzal készítéséhez használt anyag sűrűségéért;
- L helyett az 1-es számot használjuk, mivel a fogyasztási ráta méterenként van kiszámítva.
Az N kiszámítása után a mutatót meg kell szorozni K-val:
- alsó hegesztésnél K 1;
- függőlegessel - 1,1;
- részben függőlegesen - 1,05;
- mennyezettel - 1.2.

Érdemes megemlíteni, hogy nem akarunk számításokat végezni a képlet segítségével, az interneten találhat egy speciális számológépet a hegesztőanyagok fogyasztására. A huzalelőtoló általában egy villanymotorból, egy hajtóműből és egy előtoló- és nyomógörgő rendszerből áll. Megteheti saját maga, vagy vásárolhat kész eszközt. Ez a mechanizmus felelős a töltőanyag szállításáért a hegesztési zónába.
Azt is meg kell jegyezni, hogy az acetilénnel történő gázhegesztéshez használt huzalnak rozsdától és olajtól mentesnek kell lennie. Az olvadáspontnak egyenlőnek vagy alacsonyabbnak kell lennie a feldolgozandó anyag olvadáspontjával.
Ha lehetetlen megfelelő összetételű hegesztőhuzalt találni, bizonyos esetekben helyettesíthető a feldolgozott anyaggal azonos minőségű anyagcsíkokkal. A szén-dioxid-hegesztéshez használt fémszálakra vonatkozó követelmények hasonlóak.


A következő videóban egy 0,8 mm-es hegesztőhuzal összehasonlító tesztjét találja.













A megjegyzés sikeresen elküldve.