Folyasztószeres huzal jellemzői
Az acélszerkezetek elektródákkal történő hegesztési eljárása nem mindig kényelmes. A folyamat végrehajtásának nehézségei nyílt területen, magasságban figyelhetők meg.
A rossz minőségű varratok kialakulásának elkerülése érdekében egyes kézművesek magos huzalt használnak.

Ami?
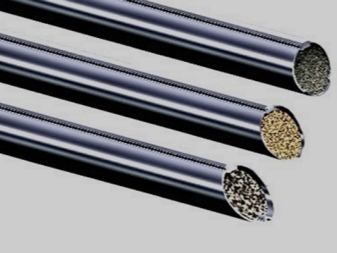
A hegesztőhuzal a legtöbb modern hegesztési technológia fontos részének számít. A por attribútum üreges fémcső formájú, amelyben egy folyasztószer található, vagy fémporral is kombinálva van. Ezt a huzalt hegesztési varratok készítésére használják félautomata gázmentes hegesztésnél. Ennek az attribútumnak a modern megjelenésének köszönhetően az ív könnyen begyújtható, valamint stabil égési folyamat érhető el.
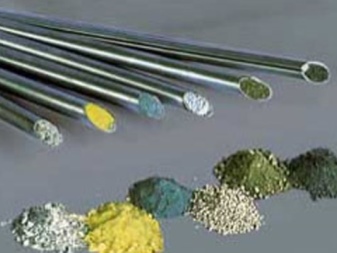
A fluxusos huzal gyártása a GOST szigorú betartásán alapul, ezért használata kiváló minőségű eredményt biztosít. A vas, foszfor, króm finom frakciójának jelenléte a csőben a következő pontokat garantálja:
- a hőmérséklet stabilizálása a fürdő területén, valamint az ív közelében, amíg az alkalmassá nem válik a felhasznált anyaghoz;
- az olvasztott fém keveredésének stimulálása az alkatrészeken, valamint az elektródán;
- a varrás egyenletes lezárása a teljes szélességben a gázzal való érintkezéstől;
- a forrás egyenletességének biztosítása és a fröccsenés elkerülése;
- a hegesztési alkatrészek sebességének növelése.


Folyasztószeres huzalok segítségével az alkatrészek felületkezelését, valamint a hegesztési eljárást bárhol elvégzik, a speciális berendezések rendelkezésre állásától függően. A cső rendeltetésszerű használatától függően magnezitet vagy fluorpátot tartalmazhat. Ha tűzálló anyagot kell feldolgozni, akkor érdemes drótot használni, ahol grafit és alumínium van jelen, mivel ezek növelik a hőmérsékletet.
Az ilyen típusú hegesztőanyagok hátrányai a magas költségek, a szűk specializáció, a másfél milliméternél vastagabb hegesztőlapok bonyolultsága.

Elsődleges követelmények
A folyasztószeres (folyasztószeres) hegesztőhuzal félautomata gáz nélküli hegesztésre szolgál, és csőszerű megjelenésű. Az attribútum belső üregét különleges összetételű pollen tölti ki. Az alap egy polarizált fémszalag. Az ilyen huzal létrehozásának utolsó szakasza az, hogy finoman kinyújtjuk a szükséges méretekre.
Bármilyen típusú fluxusos huzalnak meg kell felelnie a következő követelményeknek:
- olvadjon egyenletesen és kerülje a túlzott fröccsenést;
- a stabilitás és az elektromos ív fellépésének könnyűsége jellemzi;
- a hegesztési folyamat során keletkező salakot egyenletesen kell elosztani, és nem szabad behatolni a varratokba;
- egyenletes varrás van, repedések, pórusok nélkül.

Összehasonlítás a hagyományos huzallal
A hegesztőhuzal több típusra oszlik, amelyek közül a leggyakoribbak pornak és szilárdnak nevezhetők. Néhány különbség ellenére mindkét attribútumot gyakran használják. A tömör típusú huzal rézbevonatú, és inert gázokkal is használható, ami a második típusú hegesztési tulajdonságról nem mondható el.
Ezenkívül a folyasztószeres huzal gyártása egy fémszalagot hengerel, amelyet szalaggal hengerelnek folyasztószer hozzáadásával.
A tömör huzal költsége alacsonyabb, de hiányzik belőle a folyasztószeres mag néhány előnye, mint például:
- függőleges felfelé történő hegesztéshez használható;
- munka horganyzott acéllal és más nehezen hegeszthető fajtákkal;
- képtelenség különféle anyagok hozzáadására a vezetékbe.

Faj áttekintés
Minden hegesztőnek tudnia kell, hogy manapság többféle folyasztószeres huzal létezik, amely termikus permetezésre, elektromos ív fémezésre, ötvözött acélra és sok más célra használható. Ennek a hegesztési tulajdonságnak a fajtáinak jellemzői alapján minden terméknek van egy bizonyos átmérője, jelölése, a héj anyaga, valamint alumínium, vas vagy más töltelék.
A fémcsövek formájukban kerekekre vannak osztva, amelyeknél az élek tompacsatlakozásúak, kulcshajlításokkal és többrétegűre is.
A felhasználás sajátosságai szerint a por tulajdonságait ilyen fajtákra osztják.
Gázvédelem
Az ilyen típusú huzalok lezárást igényelnek a hegesztőmedence felett. Erre a célra argont vagy más inert gázt használnak. A hegesztéshez használt gázárnyékolás jellemzőt általában szén, gyengén ötvözött acél hegesztésére használják. Ennek a vezetéknek a következő előnyei vannak:
- ívstabilitás;
- a salak könnyű kijutása a felszínre;
- a porozitás hiánya;
- alacsony permetezési szint;
- a salakfelszámolás egyszerűsége.
A mély behatolás az ilyen csövek velejárója. Használatuk igényes az ízületek és a sarkok illesztéseinek kialakítása során, valamint a szerkezetek és csövek fémből történő gyártása során átfedések esetén.


Önvédő
Az önárnyékoló cső jó lehetőség a félautomata működéshez bármilyen térben, akár terepen is. Ez a hegesztési tulajdonság nem igényli további típusú fogyóeszközök jelenlétét. A fürdőszobában végzett munka során a gáztöltetből felhalmozódó felhők észlelhetők. Az önárnyékoló huzal használatának eredményeként egyenletes fluxus kerül a varratokra, míg a forró hézagokat széles szalaggal elrejti. Ez a fajta folyasztószeres huzal az anyagok hegesztése során, nem felszerelt körülmények között is alkalmazható. Segítségével alumíniumtermékeket, valamint ötvözeteiket forrasztják.


A töltőhuzalban koncentrált porok a következő funkciókat látják el:
- ötvözés;
- deoxidáció;
- az elektromos ív stabilizálása;
- a varratok egységességének kialakításának egyszerűsítése.
A por összetételétől függően az önárnyékolt huzal lehet:
- fluorit;
- fluorit-karbonát;
- rutil;
- rutil-fluorit;
- rutil szerves.

Használati jellemzők
A félautomata készülék hegesztés közbeni használata hozzájárul a varratok gyors felhordásához, mivel a por típusú termékeket megszakítás nélkül táplálják. Mivel a gáztömlő nem mindig áll rendelkezésre a munkához, ez a módszer lehetővé teszi fémek hegesztését védőgázas környezetben. Gyakorlatilag mindenki tud majd gáz nélkül is megfelelően főzni, a felületkezelésre és a beállításra külön figyelmet kell fordítani. A gépesített hegesztésnél feltétlenül figyelembe kell venni az aktuális paramétereket, a polaritást, valamint a helyes kivitelezési technikát.
Van néhány árnyalat a fémeszközzel való munkavégzés során, amelyeket a mesternek nem szabad elfelejtenie. Az ív sikeres vezetéséhez és a varrat kialakításához érdemes sík felületet készíteni. A félautomata eszközökkel végzett munka során ez az egység belsejében lévő érintkezők átkapcsolásával érhető el.
Az égőhöz tartó vezetéket a földkábelhez kell csatlakoztatni, az ellenkező vezetéket pedig az égő termináljára kell kapcsolni.


A munka fontos pontja a hengerek felszerelése, amelyek teljes mértékben megfelelnek a használt huzal átmérőjének. A henger oldalán az átmérőtartományra vonatkozó információ található. A mozgatható típusú görgőt nem szabad szorosan meghúzni, mivel a huzalt üreges szerkezet jellemzi, és ez az esemény deformálódásához vagy eltömődéshez vezethet a kábelcsatornában.
Mert hogy a huzalelőtolás akadálytalan legyen, el kell távolítania a nyomóelem kimeneténél található hegyet. Tekercselése azután történik, hogy a fogyóelem megjelenik a csatorna végéről. A csúcs átmérőjét is a huzal méretéhez kell igazítani, mivel egy nagy lyuk megnehezítheti az ív szabályozását. Az eljárás során nem használnak gázt, így a fúvóka felhelyezése opcionális. Annak érdekében, hogy a permet ne tapadjon a hegyére, speciálisan erre a célra kialakított termékkel kell permetezni.


Folyasztószeres huzalanyaggal végzett hegesztéskor a varrat mindig ellenőrzés alatt áll, így a technológia külsőleg az elektródák szokásos használatához fog hasonlítani.
Mivel a hegesztés portulajdonsága nem rendelkezik mechanikai szilárdsággal és merevséggel, a szakértők speciális mechanizmus használatát javasolják, amely biztosítja az elem automatikus adagolásának folytonosságát.
A hegesztés során intenzív salakképződés következik be, amelyet fémkefével gyorsan el kell távolítani. Ellenkező esetben salak kerülhet a munkaterületre, ami hibák kialakulásához és a mechanikai szilárdság csökkenéséhez vezet.


Folyasztószeres huzal készülhet teljes egészében fémből, vagy folyasztószerrel tölthető, ezzel ellátva a gáz feladatait. Ennek a hegesztési tulajdonságnak a használata a szokásosnál alacsonyabb hegesztési varratokat eredményezhet, de bizonyos esetekben lehetetlen poradalék nélkül.
A gázpalackok szállítása nem mindig megfelelő, ezért a technikus például magasban vagy kényelmetlen helyen használhat folyasztószeres huzalt. A gyakorlat azt mutatja, hogy kis mennyiségű munkával otthoni használatra ez a hegesztési lehetőség drága. De a gyártásban, porcsövek használatakor a gyors és jó minőségű hegesztést még tapasztalatlan szakemberek is elvégezhetik. Azt is észrevették, hogy az ilyen hegesztés hosszú varrat alkalmazásakor kifizetődő, különben sok hulladék keletkezik.


A fluxusos huzalhegesztés leírása a következő videóban található.













A megjegyzés sikeresen elküldve.