Mindent az argon hegesztőhuzalról

Az argonhegesztéshez használt huzalról mindent tudni kell minden hegesztő számára, valamint az elektródák, az áram típusai és jellemzői kiválasztásának képessége. Ennek a vezetéknek a kiválasztása sem olyan egyszerű, mint amilyennek látszik. Alkalmazása pedig számos buktatóval fenyegethet, ha nem megfelelően végzik el.

Sajátosságok
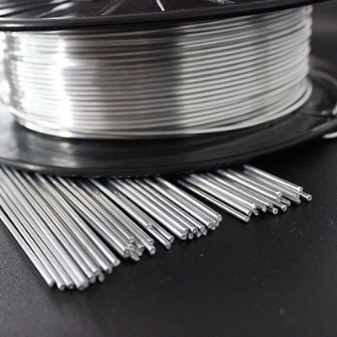
Az argon hegesztőhuzal fő jellemzője a megjelenése. A legtöbb esetben ezek az alkatrészek csévékbe csavart fémrudak. Az ilyen orsókat be kell helyeznie az adagoló mechanizmusba. Maga a bejövő vezeték tömör vagy üreges szerkezetű lehet. Vannak fröccsenő termékek is. Az adalékanyagnak pontosan meg kell egyeznie a munkadarab anyagával.
A szabály megszegésére tett kísérletek nem vezetnek semmi jóra. A tekercs szállítása kényelmes ipari felhasználásra. Kézi üzemmódban a huzalt a munkaterületre vezetik be, főleg kézműves munkákhoz. Általánosságban elmondható, hogy a technológia semmilyen más speciális követelményt nem támaszt.


Nézetek
A tömör huzal tiszta fémből készül. Az ilyen eszközök összetétele nem tartalmazhat szennyeződéseket, adalékanyagokat sem szabad használni. Egyszerűségük ellenére az ilyen típusú huzalokat a hegesztők használják a legszélesebb körben. Főleg gázatmoszférában történő hegesztésre használják őket. A folyasztószeres huzal gyakorlatilag alkalmatlan argonhegesztésre, mert kifejezetten a külső gázárnyékolást a porolvadás során felszabaduló anyagokkal helyettesíti.
A legérdekesebb az aktivált elem. Egyesíti a szilárd és por oldatok előnyeit, azok hátrányai nélkül. Az eltérések a hegesztendő anyagok típusára is vonatkoznak. A vasfémek argoníves feldolgozására szolgáló töltőhuzal az egyik leggyakoribb lehetőség. A fő eloszlás a következő:
- A folyasztószeres huzalt kényszeresen használják a később hőkezelt szénacélok manipulálására (bár ez általában nem a legjobb választás);
- alumínium szükséges az alumíniummal való munkához (mangánt, szilíciumot, magnéziumot és egyéb zárványokat tartalmazhat);
- rozsdamentes hegesztőhuzal - krómmal vagy nikkellel ötvözött acéllal végzett munkákhoz használják;
- rézbevonatú (főleg erősen ötvözött vagy közepesen ötvözött munkadarabok hegesztésekor használatos);
- sima acél (előnyösen enyhén ötvözött fémmel végzett munkákhoz).



A rozsdamentes huzalt aktívan használják krómot vagy nikkelt tartalmazó acél hegesztésére. A kimenetnek nagyon jó minőségű varrásnak kell lennie.
A repedések megjelenése szinte kizárt, valamint a korróziós folyamatok előfordulása. Rozsdamentes huzal használatakor a fröcskölés mennyisége minimálisra csökken. Az ív nagyon aktívan és stabilan fog működni, és a varrás élettartama jelentősen megnő.
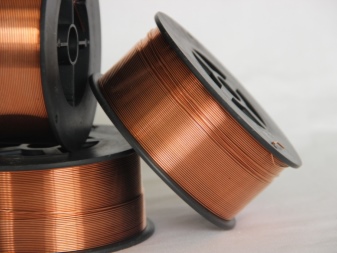
A rézbevonatú huzal ugyanolyan pozitív tulajdonságokkal rendelkezik, mint a rozsdamentes változata. Ezen kívül segít a kézidarabok megtakarításában is, függetlenül a használt hegesztőgéptől. A rézbevonatú huzal ellátása általában azt jelenti, hogy egy műanyag kazettára kell feltekerni. A jellemző vastagság 0,6 és 1 mm között van. A rézbevonatú huzal (például SV-08G2S) megkönnyíti a hegesztőív újraindítását és segít stabilizálni annak égését bármilyen üzemmódban. Az ESAB alternatív terméket a következőkre tervezték:
- szerszámacél;
- hajógyártásban használt acélötvözetek;
- sajtolt fém;
- alumínium;
- öntöttvas.

Az argonhegesztéshez használt sima acélhuzal az ipari termelés szinte minden területén alkalmazható. Ezt a fogyóeszközt számos mutató szerint osztályozzák. Nagyon fontos szerepe van a metszet mellett az anyag mechanikai szilárdságának. A pontos kémiai összetétele is fontos - mint mindig, minél közelebb van a munkadarabhoz, annál jobb és hatékonyabb a munka. Csak az "Sv" rövidítéssel ellátott vezeték használható, keresztmetszete 0,03-1,2 cm.
Az alumínium anyagra van kereslet az alumíniumötvözetek kezelésekor, ahol a szilícium aránya 3%-ra korlátozódik. A korlátozó réztartalom ebben az esetben 3-5%. Hasonló töltőanyag:
- garantálja a fokozott szilárdságot;
- ugyanolyan színt ad, mint maguk az üres lapok;
- korrózióállóságában nem rosszabb, mint az alumínium szerkezeteknél.
Az alumínium adalékanyagok iránti kereslet az autók, folyami és tengeri hajók gyártásában. Az ilyen huzalt meglehetősen masszívan használják vízzel érintkező szerkezetek hegesztésekor. De fontos megérteni, hogy a tiszta alumíniumot a gyakorlatban nem használják, mindig más anyagokkal keverik - különben nem lehet elegendő szilárdságot biztosítani.
Ez a pillanat jellemző a hegesztési fogyóeszközökre is. Az adalékanyagok aránya azonban ott nem haladja meg az 1%-ot.



Választás
A lényeg az elvégzett manipulációk. Maga az argonhegesztésre tervezett huzal nem alkalmas vágásra (és fordítva). Figyelmet kell fordítani a termékek átmérőjére. Teljesen természetes, hogy minél vastagabb a fém, annál nagyobb legyen az adalékanyag. A legtöbb esetben 3 mm keresztmetszetű vezetéket választanak.
Érdemes megjegyezni, hogy a hegesztőhuzalban speciális javító komponensek lehetnek. A termék műszaki tulajdonságai mennyiségüktől és arányuktól függenek. A vezetékjelölésre is érdemes odafigyelni. Az "Sv" betűk után egy szám található, amely a szén koncentrációját tükrözi. Továbbá további fémeket jeleznek, ha a fémkoncentráció 0,99% vagy kevesebb.



Használati útmutató
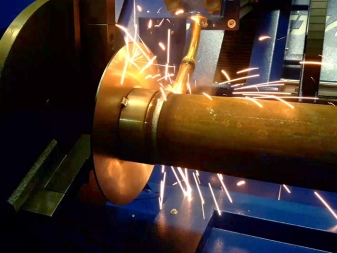
A hegesztőhuzal automata vagy félautomata üzemmódban használható. Az argon adagolásának szigorúan szinkronban kell lennie az adalékanyag adagolásával. Ezenkívül speciális égőt kell használnia. Feltételezzük az egyenáram közvetlen polarizációs használatát. A váltakozó árammal történő működés oszcillátor használatát jelenti, de a gyakorlatban ez a fajta manipuláció csak kis vékony falú csövekkel végzett munka esetén látható.
Időnként kézi argonhegesztést is gyakorolnak. A kezelő egyik kezével a fáklyát, a másikkal a vezetéket tartja. Ez utóbbi a lehető legsimábban kerül a munkaterületbe. Ehhez a módszerhez határozott, erős kéz és stabil szem szükséges.
És még ilyen körülmények között sem lehet hosszú ideig és stabilan dolgozni, ezért nagyon kívánatos legalább egy félautomata eszköz használata.














A megjegyzés sikeresen elküldve.