Hogyan kell forrasztani a polietilént?

A polietilén összekapcsolásának egyik legismertebb módja a hegesztés. Ez a módszer a leghatékonyabb és legnépszerűbb. A hegesztés a polietilén azon képessége miatt lehetséges, hogy a hőmérséklet hatására szilárdról folyékonyra változtatja állapotát (termoplasztikusság), valamint az anyag szilárdsága miatt. A polietilén lemez hegesztését (néha celofánnak hívják, ez helytelen) 90 ° -os szögben vagy tompaszögben történik.


Az utak
A polietilén egyes elemeinek összekapcsolása úgy történik, hogy párhuzamos préseléssel olvadáspontra hevítik őket. A rétegeket hegesztési varrat kialakítására forrasztják. Lehűlés után erős egyrészes csatlakozás jön ki.
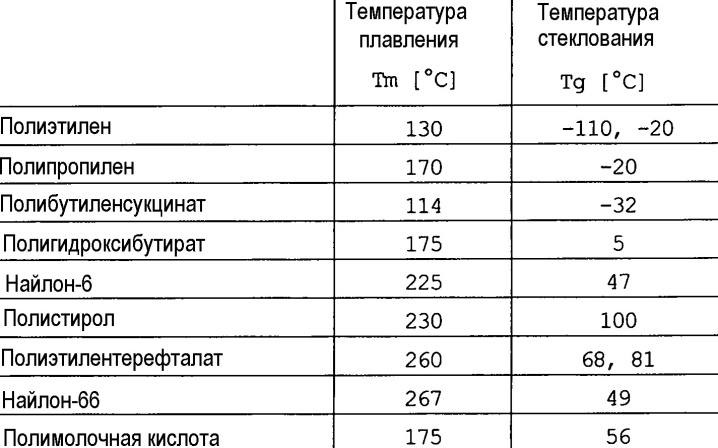
Fontos tudni! A polietilén olvadáspontja a vastagságától függ (30-200 mikron).
A film otthoni hegesztésekor be kell tartani a technológiai rendszert. Nagyon könnyű biztonságos varratot szerezni. A hegesztési munkák során a következő követelményeket kell betartani:
- csak azonos műszaki paraméterű anyagokat szabad csatlakoztatni, kémiai összetételük nem térhet el egymástól;
- a felületet meg kell tisztítani a szennyeződésektől és szennyeződésektől;
- helyesen válassza ki a hőmérsékleti módot: nem elég magas az alacsony szilárdságú anyag hegesztéséhez; túl magas - deformálja az ízületet.


Az újrahegesztés nem történik a régi éleken. A további munkához metszenek. A folyamat megkezdése előtt meg kell szervezni a munkahelyet és az anyagot.
Annak érdekében, hogy a hegesztési varratok a lehető legegyenletesebbek és feltűnőbbek legyenek, komolyan kell megközelítenie a kérdést, és olyan forrasztási módszert kell választania, amely kényelmesebb és megfizethetőbb lesz az Ön számára.
A polietilén hegesztésére a legnépszerűbb módszerek vannak.

Diffúziós hegesztés
Ez az egyik leghatékonyabb módszer a polipropilén lemezek összekapcsolására. Ezt a módszert speciálisan felszerelt hegesztőberendezéseken hajtják végre. A polipropilén lemezek hegesztése 2 darab töredék elhelyezésével és rögzítésével történik. A lapok végeit az elektromos fűtőtesthez kell nyomni. A jó eredmény eléréséhez a lapokat hosszú ideig fel kell melegíteni. Az optimális hőmérséklet elérése után a lapokat szorítóval lenyomják.
A hegesztőberendezés által létrehozott varrat nagyon erős és megbízható lesz.



Ennek a módszernek fontos feltétele a helyiség légtömegeinek tisztasága és alacsony páratartalma.
Ez a módszer bármilyen szélességű lapokhoz alkalmas, és lehetővé teszi a polipropilén lapok tekercsekbe történő összeillesztését. Nagy mennyiségek esetén a diffúziós kötés elengedhetetlen lesz.

Extruder hegesztés
A polietilén lemezek keményforrasztásának extrudálási módja az olvadt polimer töltőanyag (hegesztéshez 4 mm-es polipropilén kerek rúd) nyomás alatti hegesztendő szakaszba való bejuttatásán alapul. Ez a módszer speciális szerszámok jelenlétét jelenti: extruder. Ez az eszköz különféle tartozékokkal van felszerelve, amelyek lehetővé teszik nagyon összetett és masszív szerkezetek forrasztását. Pozitívum, hogy a készülék kis méretű. Az extruder automatikus fűtött levegő ellátással van felszerelve, amely lehetővé teszi a lemezek lágyítását és a hegesztés során előforduló hibák megelőzését. Ez a módszer a munka hatékonyságát jelenti, mivel a magas hőmérséklet (kb. 270 ° C) miatt valószínű az anyag belső rétegeinek deformációja.


Ezzel a technológiával nincs szükség külön helyiségre, a hegesztés a készülék kompaktsága miatt közvetlenül a munkahelyen történik.
Az extruderrel készített varrat a hegesztőegység után 2 szilárdságúnak számít. Ennek a módszernek az a hátránya, hogy azonos szerkezetű, osztályú polipropilént kell kombinálni, különben az ízületek gyengék és egyenetlenek lesznek.


érintkező hegesztés
Ez a módszer az egyik legegyszerűbb és leggazdaságosabb, segítségével kiváló minőségű kötést kapunk. Az elv az, hogy az összeillesztendő polietilén lemezeket átlapolják, és forró levegőárammal vagy forró ékkel felmelegítik az olvadáspontig. A forró levegőt fel kell melegíteni a megadott értékekre, amelyeknél a polietilén olvadni kezd. Ezután a fólialapokat speciális nyomóhengerekkel rögzítik egymáshoz.
A működési elve hasonló a forró ékhez - egy fűtőelemhez. A fólia kontakthegesztése eredményeként olyan hegesztési varrat keletkezik, amely az alapanyag szilárdságának 80-90%-át nyeri el. Ezért ezzel a technikával erős egy- vagy kettős öltést kap.

Az építőipari hajszárítóhoz hasonló eszközt is használnak. Forró levegővel felmelegíti a filmet és megolvasztja.
A készülék könnyű és erős. Könnyen hordozható, így különféle körülmények között is dolgozhat vele.


Filmhegesztés forrasztópákával
Otthon, kis polietiléndarabok forrasztásához a fóliát forrasztópákával hegesztheti. A polietilén forrasztásához a csúcs korszerűsítése után egy általános 40-60 W-os háztartási fűtőberendezés használható. A csúcsot általában alumínium- vagy rézrúddal cserélik ki. Az érintkezési felület kicsi: legfeljebb 2 mm. Kényelmes, ha az él lekerekítési sugara van, mivel a szerszám mért mozgása biztosított.

A jól kihegyezett hegy megkönnyíti a hegesztési eljárást: az anyag tömítve van, és az élek párhuzamosan vannak vágva. Az elkészült hegyet csavar segítségével rögzítjük a forrasztópákban. Néha a megbízhatóság érdekében a csípés végét nem hagyják körbe, hanem lelapítják, majd a vágásba rögzítik. Házi készítésű hegesztőkészüléket használnak kis hardver-tételek csomagolására, nem szabványos csomagolás létrehozására. Segítségével nagyon egyszerűen lehet távirányítóhoz héjat, készülékhez burkolatot készíteni.
A fóliatöredékek közönséges csípéssel történő forrasztása kényelmetlen, mivel nagyon nagy érintkezési zóna van, pontatlan kötés jön létre gyöngyökkel.

A felmelegített polietilén tapadása, sok átégés tapasztalható, a csatlakozás megbízhatósága nem garantált.
A hegy egyszerű változata egy 2-3 mm vastag alumínium vagy rézlemez. Az egyik vége forrasztópákában van rögzítve, a másik pedig lekerekített és kihegyezett. 35–45 ° -os szögben a fóliához nyomják. Forrasztópáka helyett lehet égető berendezést használni. Ugyanezen elv alapján hozták létre.

Felszerelés
A hazai ipar speciális gépeket gyárt polietilén hegesztésére. A legolcsóbb közülük a PP-40 elektromos eszköz. Nagyon hasonlít a forrasztópákára, csak a hegye kicsit másképp néz ki: homályosan hasonlít egy futó korcsolyára. Ezzel az eszközzel kiváló minőségű hegesztést lehet végezni bármilyen egyenes vagy összetett formában.
Vannak gépek 500-1000 mm hosszúságú varratok forrasztására. Ez a berendezés élelmiszerrel töltött zacskók és darabáruk hegesztésére talált alkalmazást. Ipari berendezések állnak rendelkezésre, amelyek 1100-2500 mm hosszúságú varratok hegesztésére alkalmasak. Minden hegesztőegységre jellemző a tervezés egyszerűsége, a megbízhatóság és az erős varratok.

És a fólia otthoni hegesztéséhez is használható egy speciális fúvóka, amely egy elektromos vasalóra van rögzítve.
Ez az elem alumíniumlemezből készül. A fúvóka talpa egyenes, alul találhatók a bordák, amelyek az alapelemet jelentik. Ezzel az eszközzel 2 hegesztett szalagot kap, amelyek párhuzamosak egymással.
A fúvóka az elektromos vasaló talpára van rögzítve speciális szirmokkal, amelyek az eszközök alja alá hajtódnaka. A fúvóka szélei a fólia széleinek határán vannak rögzítve a lefektetett papír felett, majd az eszközt lassan és óvatosan kell mozgatni az interfész körül. Ennek eredményeként kettős varrás képződik.

A munka szakaszai
A film hegesztése a következő lépéseket tartalmazza:
- hegesztett elemek felület-előkészítése
- forrasztási területek fűtése;
- elemek hegesztése;
- a varrat hűtése (a hegesztett elemek nyomás alatt vannak);
- a hegesztett elemek nyomás alóli felszabadítása;
- hegesztési varrat feldolgozása.

Minőség ellenőrzés
A hegesztési minőségellenőrzés a következőkre terjed ki:
- szervezeti ellenőrzés;
- működési ellenőrzés a hegesztési tevékenységek során;
- hegesztett kötések rövid távú szilárdságának vizsgálata;
- hegesztett kötések és bevonatok épségének ellenőrzése.
A hegesztést olyan személyeknek kell végezniük, akik elvégezték az építőipari műanyaghegesztők képzésére vonatkozó képzési programot és rendelkeznek a megfelelő bizonyítvánnyal.


A film forrasztásának módját lásd alább.













A megjegyzés sikeresen elküldve.