Minden, amit a csaptartókról tudni kell
A különféle szerszámok ismerői és a személyes workshopokat szervezők számára rendkívül fontos minden, amit a csaptartókról tudni kell. Figyelemre méltó az univerzális csaptartó racsnis és anélkül, M3-M12, M6-M20 és egyéb méretek. Hasznos azt is kitalálni, hogyan készítsd el magad.


Általános leírása
Számos kéziszerszám áll rendelkezésre. De még az általános háttér előtt is kiemelkedik a csaptartó. Ezt az eszközt úgy tervezték, hogy rögzítse a csap végét, így megfelelően el tudja vágni a meneteket. A menetvágó blokk csak a tartóegységbe van felszerelve. Ezt követően mozgásba lendül (forog).

Ebben az esetben a befűzés meglehetősen egyszerű és magabiztos. Leggyakrabban ez az eszköz az univerzális kategóriába tartozik. A készülék alkalmas kézi kalibrációs munkákra (belső menetek létrehozásával). Ilyen segédelem nélkül nagyon nehéz a szükséges erőt kifejteni anélkül, hogy bármit is zavarna. A menetfúró-tartók garantálják, hogy ugyanazok a menetfúrók simán, a legkisebb torzulás nélkül is elcsavarják, a tengelyirányú síkhoz képest normál helyzetben tartják.

A gyári csaptartó általában jobb, mint egy saját készítésű hasonló. A kialakításában különféle árnyalatok vannak. Az összetevők általános színvonalát azonban meglehetősen magabiztosan dolgozták ki, és többé-kevésbé jellemző összetételük minden termékben megtalálható. A következőkről beszélünk:
-
rögzített fogantyú;
-
mozgó kétszersült;
-
keretek prizma formájában;
-
visszahúzható fogantyúk, néha racsnival kiegészítve;
-
goujon (a kekszet rögzítését lehetővé tevő tömbök).

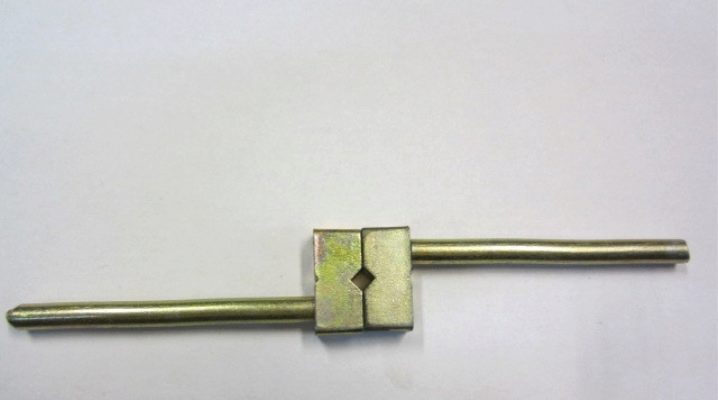
A csaptartó tipikus geometriai alakja négyzet. A csap szárának méretét az 1981-es GOST 3266 határozza meg. Formálisan azonban ez a szabvány magára a csapokra vonatkozik - de teljesen logikus összekapcsolni a tartóeszközökkel. A csaptartók néha 2 vagy 3 zsebbel rendelkeznek a különféle szerszámok számára, de vannak 1 foglalattal rendelkező modellek is.

Kik ők?
Forma szerint
A csaptartók geometriai jellemzői lehetővé teszik a lapos és a szögletes modellek megkülönböztetését. A fent leírt szabványos szerkezet a sugárirányú forgásmodellekre vonatkozik. A T-alakú végű eszközöket az a tény különbözteti meg, hogy a menetmélység növelésére egyre nagyobb erőt kell kifejteni. Az összes ilyen rögzítés alapértelmezés szerint racsnival készül, amely garantálja a csaptartó stabil helyzetét a forgó fogantyúk áthelyezésekor; ez a megoldás szűk helyeken történő munkavégzésre alkalmas.


A csap forgásirányában
Nem a csaptartó munkarészének működés közbeni radiális vagy axiális mozgásáról van szó. Maguk a csapok az óramutató járásával megegyező irányban mozoghatnak. Fő jellemzőjük a szálak balról jobbra történő emelése. Ha az ellenkező irányba mozog, akkor a csavarásnak az óramutató járásával ellentétes irányban kell haladnia. Ezen azonban még korántsem merült ki a legyártott csaptartók fokozatossága.

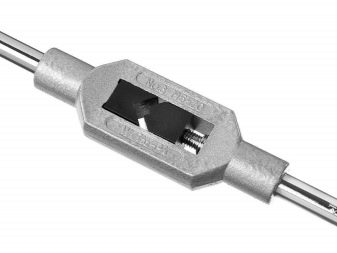
Bizonyos esetekben fontos a stabil nyomaték fenntartása. Erre a célra a tárázott típusú kézi hajtókarok ideálisak. Nem lesz probléma még a furatok keresztmetszetének rossz megválasztása vagy a különösen kemény részek megmunkálása esetén sem. A szerszám egyszerűen megcsúszik, és a csap megbízhatóan biztosított a sérülések ellen.A kalibrált eszköz összetétele tartalmaz egy testet.

Ez a ház egy átmenő járattal rendelkezik a fogantyúk rögzítéséhez. Maguk a fogantyúk ívesek. Gyártásukhoz közepes széntartalmú acélokat vagy nagy mennyiségű szénnel telített acélokat bocsátanak ki. A nyomóhüvely mozgatható. Az egyik végén négyzet alakú nyílás van a szár számára.
Visszatérő rugó is biztosított. Szigorúan meghatározott nyomatékhoz igazodik. A kekszeket 2 vagy 4 elemre osztják. A második típust a megnövelt funkcionalitás és a könnyű testreszabhatóság jellemzi. Mivel a kekszet alkatrészeit egymás után mozgatják, a négyzet minden lapja ugyanúgy változik.

A munka pontosságát befolyásolja a szerszám keresztmetszete és az ülés hossza közötti arány. A lapos szélesített csavarkulcsok nem teszik lehetővé az irány pontos betartását. A különösen precíziós szerszámok edzett szerszámacélból készülnek. Az is kritikus lehet, hogy a rugó mennyire lett kalibrálva. Ha túl vastag, a forgatónyomaték túlbecsült, és vékonyításkor túl sokáig tart a menet elvágása, ami komoly kopásnak teszi ki a szerszámot.

Az univerzális menetfúró tartó bármilyen menet vágására szolgál. Általában körben mozog. Az állami szabvány különösen erős szerszámacél használatát írja elő univerzális rögzítésben. A nem szabványos készülékek gyengébb minőségű fémből is készülhetnek. A kézi modellek mellett esztergagépekhez is vannak modellek.

Az ilyen eszközöket sok cég gyártja. Bizonyos esetekben helyesebb a nyomatékkorlátozással rendelkező modellek használata. Egy pár illeszkedő bütyök van behelyezve a testbe és a hüvelybe. A befűzés megkezdése előtt be kell állítani a fémeltávolítási mennyiséget. A beállított érték túllépése esetén a bütykök leállnak, és elkezdődik a csúszás.
A fentebb már említett racsnis tartók patronos kivitelben is elkészíthetők. Az ilyen termékek alkalmasak mély szálak kis részekben történő kialakítására. A tolatókészülék annyiban jó, hogy lehetõvé teszi a pici hátrálást és az apró kihagyások finomítását, a már megmunkált területen való áthaladást.

A megerősített tartóegység különösen megerőltető munkákhoz alkalmas. Nem hajlamos csak úgy összetörni, és nagyon hatékonyan dolgozik.
Méretek (szerkesztés)
Az M3-M12 csaptartók mérete 3 és 12 mm között van. Szerkezeti acélból készül. A tipikus tartományok pedig a következők lennének:
-
M6-M20;
-
M6-M24;
-
M8-M24;
-
M8-M27.

Hogyan kell helyesen használni?
A gyári tartószerkezetek levehető burkolattal rendelkeznek. A négyzet beállítására szolgáló mechanizmus el van rejtve alatta. Speciális csavarral működtetve a kekszet helyének mélysége megváltozik. A csavar felületén bemetszések vannak a hibák kiküszöbölésére. Mint említettük, az eltávolított fém mennyisége kritikus.
Ez a mutató az anyag törékenységétől függ. Az öntöttvas sérülékenyebb - és ezért az ilyen juttatások csökkennek. Ennek a szabálynak a megsértése a szerszám túlzott kopásával és megsemmisülésével fenyeget egyik változatban, egy másik esetben pedig az események kialakulását - maga az alkatrész megsemmisülése vagy részleges deformációja.

Helyes beállítás esetén a bütyök bekapcsolása időben elveszik. Ennek eredményeként a készülék pontosan a megfelelő pillanatban leáll.
Hogyan csináld magad?
Egyes esetekben egy házi készítésű eszköz még mindig nem rossz. Magánszükségletekre pedig elég hatékonyan működik. Az anyán kívül csavarokra vagy csapokra lesz szükség. Az alkatrészek méretének arányosnak kell lennie, különben normális munkáról nem lehet beszélni. Az anyában (hüvelyben) lévő lyukakat fémfúrókkal készítik.
A szükséges fúróméretet nóniuszos tolómérővel becsüljük meg. Ezután középső lyukasztó segítségével jelölje meg a járatok középső részeit.A jelölés befejeztével a munkadarabot satuval rögzítjük és lyukakat fúrunk. Majd vesznek egy megfelelő méretű csapot, és meghosszabbítják vele a tengelykapcsoló anya belsejében lévő hornyokat.

A vágószerszám szilárdan a helyén tartásához csavarkulcs használható.
A csavarok mindkét oldalon meg vannak húzva. Van még néhány árnyalat, amely lehetővé teszi a csapok hatékonyabb rögzítését a csavarkulcsban. Javasoljuk, hogy a csavarokat a lehető legszorosabban húzza meg. Ugyanakkor a jelölőeszköznek egyértelműen a függőleges síkban kell maradnia. Egy másik lehetőség egy pár ellenanya felszerelése, amelyek a csap felszerelésekor meghúzódnak; egy villáskulcs segít ebben.


Egyes kézművesek hornyos csavarokkal javítják a szárak rögzítését. Előkészítésük sarokcsiszolóval történik. Kis mennyiségű munkánál egy háztartási irat is segít; a hornyok szögének minden esetben 90 fokosnak kell lennie. A csavarokon lévő menetes kiemelkedések könnyen lefedhetők gumicsővel vagy hőre zsugorodó csővel, ami növeli a szerszám egyszerű használatát. A fejek éles szélei lekerekítettek; ha nincs csiszológép, az ilyen manipulációt egyszerű darálón hajtják végre.

Egy alternatív megoldás az acél négyzetből egy pár azonos szegmens levágása. Hosszúságuk 7-8 cm. Ezután az egyik munkadarabot a másikra helyezzük, némi átfedést hagyva. A rögzítés szalaggal vagy maszkolószalaggal történik. Néhány lyukat fúrnak az üres részekbe.
A csatornákhoz szálakat kell kötni. Továbbá a dokkolás már mereven (csavarokkal) történik. Középen egy újabb szakasz készül. A félkész terméket ismét szétszedjük és háromszögreszelővel módosítjuk.

A csap behelyezéséhez először ki kell csavarni a csavarokat, majd a várt módon újra rögzíteni kell.
Hogyan készítsünk csaptartót saját kezűleg, lásd a videót.













A megjegyzés sikeresen elküldve.