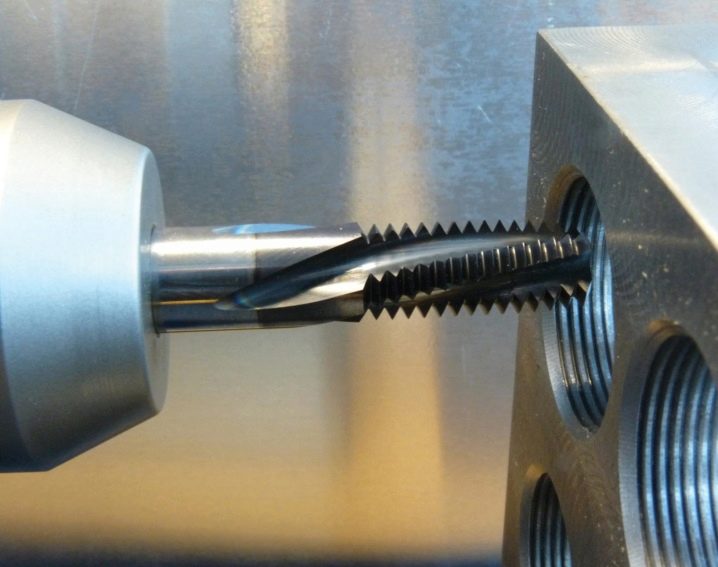
Mindent a csapolási méretekről

Ha mindent tudni a menetfúrók méretéről, az nagyon hasznos mindenki számára, akinek állandóan ezt a szálat kell létrehoznia. Gondosan mérlegelnie kell az M6 és M8, M10 és M12, M16 és M30 csapok szabványos menetemelkedését. Tanulmányoznia kell a hüvelykes méreteket és a fúrószakasz kiválasztásának elveit is.

Szabványos csapparaméterek
Speciális jelölőberendezés a menetvágáshoz egyértelműen méretezett. A mennyiség mérése többféleképpen történik. A fő szálindex még a metrikus termékek esetében is hüvelykes skálán van beállítva. Ezt nem nehéz észrevenni az ilyen termékek leírásában. Tehát az M6 menetfúróknál a menet 0,1 cm-es keresztmetszettel készül. Ebben az esetben a menetes furat mérete 4,8-5 mm lehet.

Az M6 kategóriás termékeknél a jellemző alaposztás 1,25 mm lesz. A 8 mm átmérőjű termék lyukasztott járata pedig eléri a 6,5-6,7 mm-t. Kisebb szerkezeteknél (M5) az ilyen méreteket 0,8 mm-rel, 4,1-4,2 mm-rel egybeesőnek tekintjük. Érdekes összehasonlítani ezt a modellt egy nagy sorozatmintával - M24. A hornyok kialakításának lépése 3 mm, a leszállási négyzet pedig 1,45 cm.
Az M12 típusú fém jelölőeszköz 1,75 mm-t vág át. A furat átmérője 9,9 vagy 10 mm. Kisebb M10 esetén az ilyen mutatókat 1,5, 8,2 és 8,4 mm-nek veszik (minimális és maximális áthaladás esetén).

Néha M16 csapokat használnak. Ezekkel az eszközökkel 2 cm-es időközönként megkarcolhatja a szálakat, legalább 1,35 cm-es, maximum 1,75 cm-es csatornákkal.
Egyes esetekben 2,5 mm-es időközönként hornyokat kell készíteni. Ekkor az M20-as kategóriájú csapok jönnek a segítségre. Működésük során legalább 1,5 cm keresztmetszetű átjárók képződnek Néhány más jelölőeszköz méretei és működési paraméterei (centiméterben) az alábbi táblázatban láthatók. Fontos megérteni, hogy minden, ami elhangzott, csak a metrikus szálakra vonatkozik.
|
Index típusa |
Slot stroke |
Csatorna szakasz |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
M4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
A tipikus szárméretek is normalizálva vannak (milliméterben):
- 2,5x2,1 (M1,8-nál nem nagyobb csapokhoz);
- 2,8x2,1 (M2-M2,5);
- 3,5x2,7 (csak M3 csapokhoz);
- 4,5x3,4 (csak M4-es jelölőberendezéshez);
- 6x4,9 (M5-től M8-ig);
- 11x9 (M14);
- 12x9 (csak M16);
- 16x12 (csak M20);
- 20x16 (M27 markerek).
Vannak szárak is:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

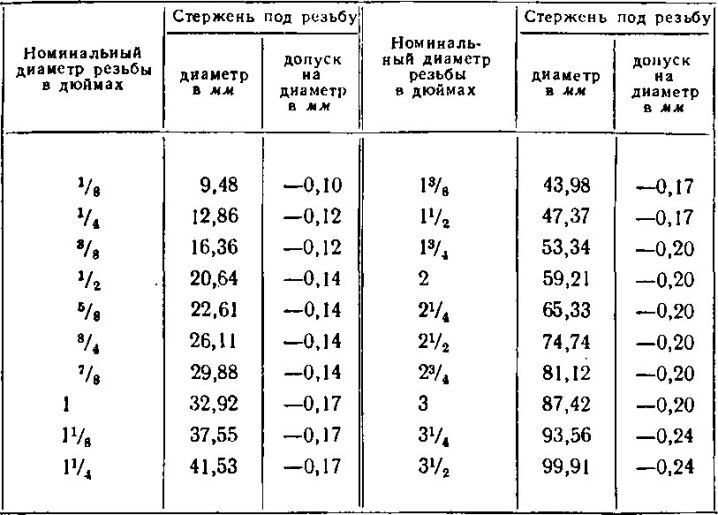
Hüvelykes méretek
Az USA-ból és Nagy-Britanniából származó termékekre jellemzőek. Ha a hornyok keresztmetszete 3/16, akkor a lyukat szigorúan 0,36 és 0,37 cm között helyezik el. Az igen népszerű 1/4 hüvelykes csapok 5-5,1 mm-es csatornákat készítenek, és a 3/8 osztályú termékeknél ezek a mutatók 7, 7 és 7,9 mm-esek lesznek. A horonytávolság (milliméterben) egyenlő lesz:
- 1,058;
- 1,27;
- 1,588.

Az 1/2 formátum 2,117 mm-es horonytávolságot feltételez. Ebben az esetben 1,05 mm-es átjárót kell lefektetni. A hüvelykes csapok osztása 3,175 mm. A lyuk átmérője eléri a 2,2 cm-t. A legnagyobb modellek a 17/8 kategóriába tartoznak. A menetemelkedés 5,644 mm, a furat átmérője eléri a 4,15 cm-t.
Meg kell jegyezni, hogy a metrikus és hüvelykes jelölőeszközök mellett vannak olyanok is, amelyek a csövek furatainak jelölésére szolgálnak. Egy 1/8 hüvelykes szerszámnál az út 28 szál hüvelykenként. Ha 1/2 fokozatú, akkor a szálakat hüvelykenként 14 fordulatnyi időközönként alakítják ki.
Maguk a puska szakaszai 0,8566 és 1,8631 cm-ek lesznek.Egy 2 hüvelykes csőcsap 11 fordulatot tesz meg hüvelykenként, és a bevágás szakaszát 5,656 cm-nek feltételezzük.
Hogyan válasszuk ki a fúró átmérőjét?
A lyukak méretét ma továbbra is a távoli 1973-as GOST szerint határozzák meg. Bár ezt a szabványt többször felülvizsgálták, normái következetesen megerősítették relevanciájukat. Az iparban, az energetikában és más területeken végzett munka tekintetében semmi sem változott. Az univerzális megközelítés a vas- és színesfémek feldolgozására egyaránt jellemző. A belső menet vágásához szükséges paraméterek meghatározásához kezdje a leszállási terület fúrásával.
Ez kettős sugárral történik. Óvatosan ellenőrizze, hogy a csatorna fúráskor 0,1-0,2 cm-rel keskenyebb-e a kívánt szakasznál. Ellenkező esetben nem lehet pontosan azonos méretű kanyarokat tenni. A fúrók kiválasztása a mérési szabvány figyelembevételével történik, milliméteres vagy hüvelykes skálán. A belépéshez szükséges szálak számát is figyelembe kell venni.
Egy és ugyanaz a kanyar többféleképpen is kijelölhető. Felszerelése a profilon lévő szomszédos oldalfalak közötti hézag mérésével történik. Először 10 szálat számolunk. Ezután megbecsülik a köztük lévő milliméterek számát, és ez a szám 10-szeresére csökken. A löketet ugyanígy számítjuk ki, de már egy menet fordulatai alapján számítjuk.

A rideg és kemény ötvözetek tulajdonságai eltérnek a lágy képlékeny fémek tulajdonságaitól. Ezt gyakran elfelejtik az emberek, akik menetfúrókat választanak. Tehát puha anyagokban az M8 menethez 6,8 mm-es furat szükséges. Szilárd anyagban - 0,1 mm-rel kevesebb.
Javasoljuk továbbá, hogy vegye figyelembe a GOST-ban meghatározott maximális átmérő-eltéréseket, és ügyeljen a hagyományos és a forgács nélküli csapok közötti különbségre.















A megjegyzés sikeresen elküldve.