Mindent a hasítófűrészekről

A fűrész akkor tekinthető a leghatékonyabbnak a munkához, ha fűrészlappal van felszerelve. Maga a vágás minősége, a munka sebessége, valamint az elutasított elemek aránya és a hulladék jelenléte nagymértékben függ ennek a körnek a helyes megválasztásától. Az eszköz jellemzőitől függően a fűrészelés hosszirányú és keresztirányú típusait különböztetjük meg.
Fűrészelési típusok
A fűrész egy éles vágószerszám nagy számú pengével, amely zárt vágásban is képes dolgozni. A vágás egy meglehetősen keskeny rés, amely akkor jelenik meg a fában, amikor egy szerszám éles fogaival forgácsot vág. Általában az oldalfalakat megkülönböztetik a vágástól, valamint az alját, ezekkel a penge kölcsönhatásba lép. A dőlésszögtől és a fűrész fához viszonyított elhelyezkedésétől függően többféle fűrészelést különböztetünk meg.
- Hosszirányú. Ebben az esetben a sík párhuzamos vagy megközelítőleg párhuzamos a farostokkal. E mechanizmus szerint működnek a fűrészkeretek, valamint a rönkök fűrészeléséhez használt szalag- és körfűrészek, valamint a gerendák deszkákba, amikor az anyagot hosszirányban hosszban és szélességben is vágják.
- Átlós. Itt a fűrész a szálakra merőlegesen vagy megközelítőleg merőlegesen helyezkedik el. Ebben az esetben magát a fűrészelést kézzel hajtják végre keresztfűrészekkel és fémfűrészekkel, valamint gérvágó gépekkel. A farost feldolgozásának ezt a módszerét kerek tuskó darabolására, fahibák eltávolítására, valamint a fűrészáru kívánt minőségének és méretének biztosítására használják.
- Vegyes. Ebben az esetben a szerszám síkja a fához képest 10-80 fokos tartományban helyezkedhet el.



Ha arról beszélünk, hogy melyik vágási módszer a jobb, meg kell jegyezni, hogy a keresztirányú fűrészelés egyszerűbbnek tekinthető, mivel ez a séma nem rendelkezik összetett sebességváltóval, amely a tengely 90 fokkal történő elforgatásához szükséges, a fogaskerekek sokkal hatékonyabban működnek, köszönet amihez a keresztfűrészek strapabíróbbak, sokkal kisebb a kockázata annak, hogy a motor kijön a hangolásból, és összességében tovább bírja a műszer.
Ugyanakkor meg kell érteni, hogy bizonyos típusú munkákat nem lehet más módon elvégezni, mint hosszanti irányban. Éppen ezért érdemes részletesebben foglalkozni a hasítófűrészelés főbb paramétereivel.


Sajátosságok
A hasítófűrészelés olyan fűrészelési folyamat, amely párhuzamosan fut a fa természetes erezetével. Ebben az esetben kör alakú korongokat használnak, amelyekben a metszőfogak ferdén vannak, hegyes éleik hatékonyan vágják a szálakat, elkezdenek leválni és fűrészpor keletkezik. Az ilyen feldolgozás során gyakran egyenetlenségek jelennek meg a fa részek felületén, valamint mohásodás és hasadások - megjelenésüket a fa élettartama során képződött rostok tulajdonságai magyarázzák.
A végső felületi profilt a bevágás szélesítésének módja, valamint a bevágás mérete és a fogak formája befolyásolja. Általában az utóbbiak háromszögszerűen vannak kiélezve, így egy ilyen koronggal csak egy irányban dolgozhat.

Fűrészlap kialakítás
A megfelelő fűrészlap kiválasztása a hatékony hasításhoz.Meg kell jegyezni, hogy minél nagyobbak a fogak, annál könnyebb egy ilyen fűrészelés (összehasonlításképpen, ha keresztmetszettel dolgozunk, a nagy fogak nagyon durván hatnak, és szó szerint elszakítják a fát, ami forgácsokhoz vezet). Az ilyen fogak közötti üregeknek is a lehető legmélyebbnek kell lenniük - ebben az esetben a forgács eltávolítása jobb minőségű lesz. A hosszanti vágás optimális fogszáma 20 és 24 darab között változik.
Ha munkája során mindkét típusú fűrészelést el kell végeznie, akkor jobb, ha a szerszámot közepes méretű, összesen 46–48 darab fogazatú körökön részesíti előnyben.


A finom fogazatú tárcsákat nem szabad hasított vágással végzett munka során használni, ez tele van a munka sebességének csökkenésével, a készülék jelentős túlmelegedésével és ilyen kellemetlen következményekkel:
- a fűrészlap világítani kezd;
- a fűrész gyakran oldalra megy a vágási vonaltól;
- a túlmelegedés helyén az anyag "duzzadni" kezd, és a súrlódás jelentősen megnő;
- a fűrész deformálódik, és inkább légcsavarnak tűnik, mint vágófelületnek.
A gyors túlmelegedés valószínűségének csökkentése érdekében a fűrészlapon kis rések és lyukak készülnek, amelyek hőkompenzátorként működnek. Általában a sugarak mentén a szélére helyezik őket.



Egyes modelleken részben rézvegyülettel vannak feltöltve, ami csökkenti a zajszintet és segít a motor gyors lehűlésében. A fűrészkerekeket általában egy fémből öntik (monolitnak nevezik) vagy különféle kemény ötvözetekből készült forraszanyagokkal. Mindegyik lehetőségnek megvannak a maga előnyei és hátrányai.
- Monolitikus, mint általában, gyorsan eltompulnak, ezért élesíteni és korrigálni kell őket. Ez az eljárás azonban meglehetősen egyszerű és nem bonyolult, így teljesen lehetséges, hogy otthon is elvégezze. Általában az ilyen pengéket hasításhoz és keresztvágáshoz is használják. Az ilyen berendezések ára meglehetősen megfizethető.
- Karbid a körök sokkal drágábbak, ugyanakkor a használatuk időtartama a legelső élezésig hosszabb. Ennek a szerszámnak az élezése csak speciális berendezésekkel végezhető. Ennek ellenére ezek a vásznak a keresletesebbek a fogyasztók körében, mivel költségük sokkal korábban megtérül, mint az újraélesítés szükségessége. A keményfém kerekek nem csak fán dolgoznak jól, hanem olyan anyagokon is, mint a fém, laminált vagy préselt lemez.



Különös figyelmet kell fordítani a hosszirányú használatra szánt elektromos fűrészek számos paraméterére.
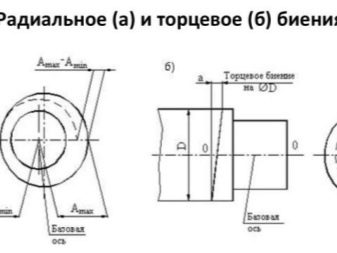
- Radiális vagy arckifutás. A különösen pontos munkavégzéshez az egyik legfontosabb mutató a körnek a fő vágási síktól való eltérése. Ha sugárirányú vagy végverés van, az megzavarhatja a vágás élességét. Az optimális megengedett kifutás 0,15 mm, és a legjobb minőségű modellek paraméterei 0,05 mm-en belül vannak.
- Ne feledje, hogy gérvágó fűrészlapokkal nem szabad vágást végezni, mert a fűrészlap eltérő mozgási útvonala van a fa részben. Például az ingaszerszámok kerekei általában negatív szögben vannak - ez csökkenti a motor terhelését, és a vágóélek gyorsabbak és könnyebbek. Ennek eredményeként a hatásfok megnövekszik egy pozitív szögben elhelyezkedő fogakkal rendelkező tárcsához képest. Ha egy ilyen korongot az inga pályája mentén keverünk, akkor a fűrész egyszerűen belevág a szálakba a fogainak nem a legélesebb részeivel. Mindez a motor terhelésének növekedéséhez, túlmelegedéshez és a munka hatékonyságának csökkenéséhez vezet. Ha negatívan élezett fogazatú korongokat használnak egy kör alakú födémhez, akkor a fa taszítani kezd, és a fűrészpor nem jön ki jól - ebben az esetben a vágás sokkal lassabb.

A választás finomságai
A hasítófűrészeket legjobban szaküzletekben vásárolni. - a kis üzletekkel ellentétben itt a termékhez teljes használati utasítás és leírás tartozik, az eladók pedig rendelkeznek a szükséges ismeretekkel és részletes tanácsokat tudnak adni. Feltétlenül tanulmányozza át a lemezen található információkat. Általában itt nyilakkal jelzik a vágás irányát (keresztbe vagy mentén), valamint a maximális vágási sebességet fordulatokban és a fogak dőlésszögét. Általában a negatív szöget neg-nek, a pozitív szöget pedig pos-nak jelöljük. E megjelölések előtt általában egy betűt tüntetnek fel - ez jelzi a fokok nagyságát.
A lemezt szemrevételezéssel ellenőrizni kell, és meg kell győződni a minőségéről. Ne feledje, hogy például a tompa fogakat lehet élesíteni, de ha a test gyengének bizonyul, ezt a hibát nem lehet kijavítani.


Ügyeljen arra, hogy ellenőrizze a csiszolás minőségét. Ha a fűrészlap jó, akkor a markáns köszörülési körök eltérnek a középponttól a szélek felé. Azt jelzik, hogy a bélyegzés után az ilyen kereket szükségszerűen kalibrálták, majd polírozták és a leghatékonyabb működési állapotba hozták.
Ha a kerekek olcsók, akkor általában nincs kitéve további finomításnak, maximum az egész lapot polírozzák. A gyanta forgácsokkal a rosszul csiszolt felülethez tapad, ami jelentősen megzavarja a munkát.
Az elektromos fűrészek drágább modelljeinél a feliratokat lézerrel alkalmazzák, így a jelölés a teljes használati idő alatt megmarad, ami nagyon fontos a szerszám későbbi élezéséhez.



További részletekért lásd a következő videót.













A megjegyzés sikeresen elküldve.