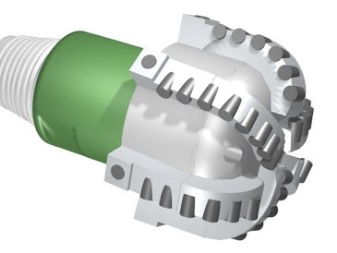
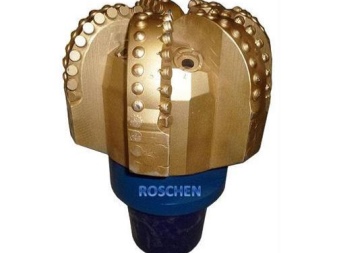
A PDC bitek jellemzői
A fúrószerszámot mind a mindennapi életben, kutak szervezésekor, mind ipari méretekben használják, amikor kőzetet kell kifúrni.

Tervezés és cél
Először is, a gyémánt PDC fúrófejeket kompakt fúróberendezésekkel történő fúráshoz használják, amikor a görgős kúpos egységgel végzett fúrás során nem lehet biztosítani a szükséges terhelést. Fontos, hogy hasonló vagy nagyobb fordulatszám mellett kisebb tápnyomást alkalmazzon.
Ez a fúróberendezés hatékony sziklatörő mechanizmussal rendelkezik. Maga a fúrás a magozás után történik. Lehetőség van kutak rendezésére használni.
Mivel az ilyen típusú bitek mozgatható alkatrészei hozzáférhetetlenek a görgős kúpos bitekhez képest, nem áll fenn annak a veszélye, hogy a szerszám egy része elveszik, és mindez a legmagasabb kopásállóság miatt. Ugyanakkor az élettartam abszolút terhelés mellett 3-5-ször hosszabb.
A jelzett berendezéssel fúrás teljesen lehetséges kőzetekben a képlékenytől a kemény és akár koptatóig. A működési elv könnyen érthető, ha átgondolja a létesítmények tervezési jellemzőit. Mivel a kőzet pusztulását a vágó-dörzsölő módszerrel figyeljük meg, ami valójában sokkal hatékonyabb, mint más módszerek, ezért a hajlékony talajban nagyobb a behatolási sebesség. Ez a mutató háromszor magasabb lehet, mint a más módszerekkel megállapított.


Hasonló hatás érhető el a speciális háznak és a felhasznált anyagoknak köszönhetően, amelyekből a vágószerkezet készült.
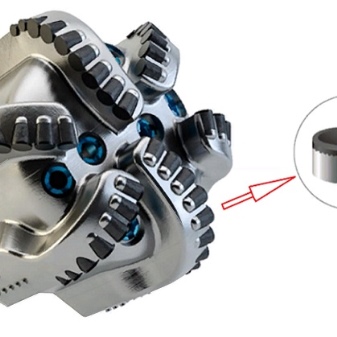
Ezeknek a biteknek a marói önélezőek lehetnek. Ezenkívül keményfém alapon vannak, amelyet polikristályos gyémántréteg borít. Vastagsága 0,5-5 mm. A keményfém alap gyorsabban kopik, mint a polikristályos gyémántok, így a gyémántpenge hosszú ideig éles marad.
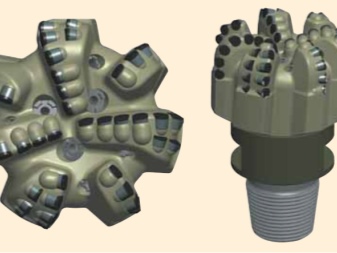
A fúrandó kőzettől függően a csoport fúrói a következők lehetnek:
- mátrix;
- acél testtel.
A fémtestnek és a mátrixnak minden esélye megvan arra, hogy bizonyos pontokon felülmúlja egymást. Az elsőtől függ például a vágóelemek rögzítésének módja. A mátrixszerszámban egy egyszerű forrasztással is be vannak forrasztva a rendszerbe.
A vágóelemek acélba történő beszereléséhez a szerszámot 440 ° C hőmérsékletre melegítik. A szerkezet lehűlése után a vágó szilárdan a helyére kerül. A vágók a GOST szerint készülnek. A jelölés dekódolása az IADC kód szerint történik.


Előnyök és hátrányok
Mindenképpen érdemes megemlíteni a szóban forgó termékek előnyeit és hátrányait. Előnyök:
- kopásállóság;
- egyes talajokban nagy hatékonyság;
- a szerkezetben nincsenek mozgó elemek;
- a tápnyomás csökken.
De vannak jelentős hátrányok is, amelyeket meg kell említeni. Közöttük:
- ár;
- több energiát kell alkalmazni a fúrófej fordulatonként.

Osztályozás és címkézés
A leírt eszköz jelölését négy szimbólum képviseli, amelyek viszont azt jelentik:
- keret;
- milyen kőzetet lehet fúrni;
- a vágóelem szerkezete;
- pengeprofil.
Testtípusok:
- M - mátrix;
- S - acél;
- D - impregnált gyémánt.

Fajták:
- nagyon puha;
- puha;
- lágy-közepes;
- közepes;
- közepesen kemény;
- szilárd;
- erős.

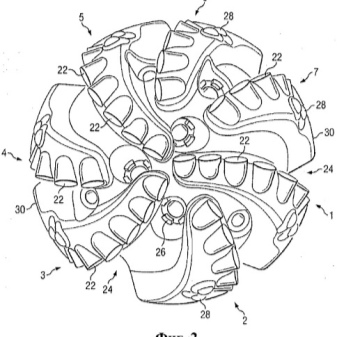
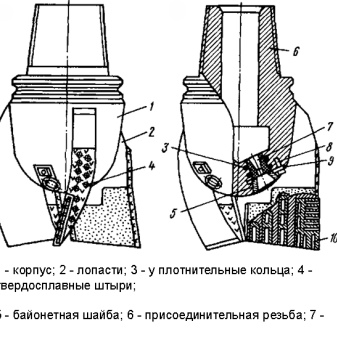
Szerkezet
A megmunkált fajtától függetlenül a vágó átmérője a következő lehet:
- 19 mm;
- 13 mm;
- 8 mm.
A méreteket a GOST írja elő, vannak bicentrikus modellek is.
Profil:
- halfarok;
- rövid;
- átlagos;
- hosszú.

Gyártók
Az ilyen bitek gyártása ma már nagy léptékű. A legnépszerűbbek a lapos profilú Silver Bullet.
Ezt az eszközt nagy teljesítmény jellemzi. Alkalmazási terület - próbafúrás vízszintes irányított projekteken. Nagy területet borít ez a típusú fúró. Az egység tökéletesen megbirkózik a cementdugóval, és alkalmas geotermikus szonda beépítésére.
A Moto-Bit egy másik ugyanolyan népszerű márka. Ezek a bitek kiváló munkát végeznek egy kis furatú motorral. Széles körben használják a kutak szervezésében.
Ha kompozit dugókkal kell dolgozni, Plugbuster bitek használata javasolt. Legfőbb megkülönböztető jellemzőjük a speciális kúpos profil, amely szabadalmaztatott. Más hasonló szerszámokhoz képest ez hosszabb ideig marad a furatban, és magasabb fordulatszámon használható. Az iszap kicsi. A véső nikkelötvözött acélból készül.


Geotermikus kutak fúrásakor gyakran használnak Mudbug biteket, amelyeket sokoldalú, nagy termelékenységű eszköznek tartanak. Nagy mennyiségű habarcs kezelésére tervezték.
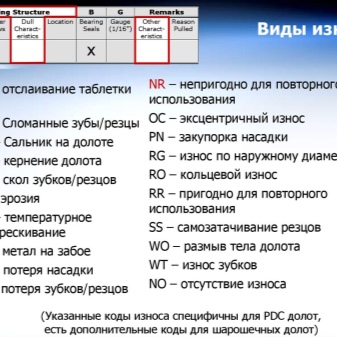
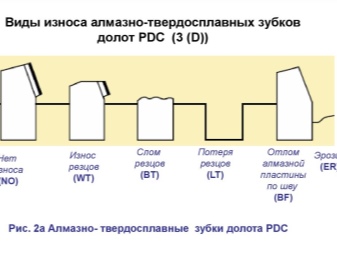
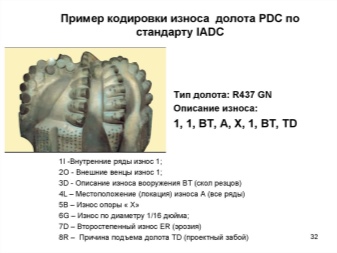
Viselési kódok
Az IADC kopási kódja 8 pozíciót tartalmaz. A létrehozott mintakártya így néz ki:
|
én |
O |
D |
L |
B |
G |
D |
R |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
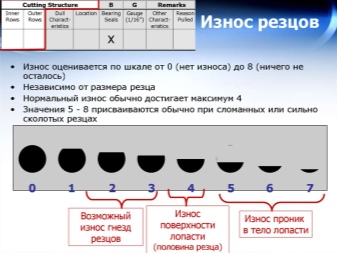
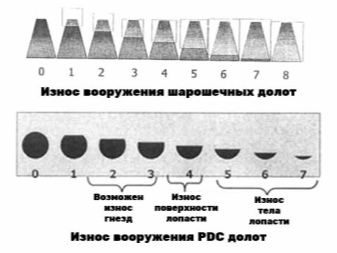
Ebben az esetben az I - leírja a fegyver belső elemeit egy skálán:
0 - nincs kopás;
8 - teljes kopás;
O - külső elemek, nulla és nyolc ugyanazt jelenti;
D - a kopás mértékének részletesebb leírása.

|
időszámításunk előtt |
selejtvágó |
|
Bf |
a varrás mentén lekaparva a gyémántlemezt |
|
BT |
törött fogak vagy vágók |
|
BU |
vésőtömítés |
|
CC |
repedés a vágóban |
|
CD |
a forgás elvesztése |
|
CI |
a kúpok átfedik egymást |
|
CR |
ütöget egy kicsit |
|
CT |
csorba fogak |
|
ER |
erózió |
|
FC |
a fogak tetejének csiszolása |
|
HC |
termikus repedés |
|
JD |
idegen tárgyak kopása az alsó lyukon |
|
LC |
vágó elvesztése |
|
LN |
fúvóka elvesztése |
|
LT |
fogak vagy vágók elvesztése |
|
OC |
excentrikus kopás |
|
PB |
sérülés az utazás során |
|
PN |
fúvóka eltömődés |
|
RG |
külső átmérő kopás |
|
RO |
gyűrű kopás |
|
SD |
vésőtalp sérülés |
|
SS |
önélező fogak kopása |
|
TR |
alsólyuk szegélyezés |
|
WO |
a műszer öblítése |
|
WT |
fogak vagy marók kopása |
|
NEM |
nincs kopás |

L - hely.
Vágókhoz:
"N" - orrsor;
"M" - középső sor;
"G" - külső sor;
"A" - minden sor.
Vésőhöz:
"C" - vágó;
"N" - felső;
"T" - kúp;
"S" - váll;
"G" - sablon;
"A" - minden zóna.
B - csapágytömítés.
Nyílt támogatással
Egy 0-tól 8-ig terjedő lineáris skálát használunk az erőforrás leírására:
0 - az erőforrás nincs felhasználva;
8 - az erőforrást teljesen felhasználták.
Zárt alátámasztással:
"E" - a tömítések hatékonyak;
"F" - a tömítések nem megfelelőek;
"N" - lehetetlen meghatározni;
"X" - nincs pecsét.
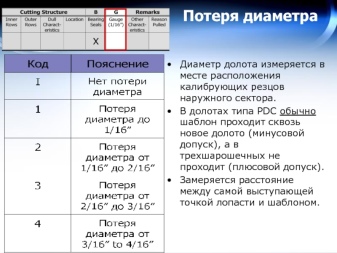
G a külső átmérő.
1 - nincs kopás az átmérőn.
1/16 – 1/16 hüvelyk átmérőjű viselése.
1/8 — 1/8” átmérőjű viselet.
1/4 — 1/4” átmérőjű viselet.
D - kisebb kopás.


"BC" - selejtvágó.
"BF" - gyémántlemez törmeléke a varrás mentén.
"BT" - törött fogak vagy vágó.
A „BU” a mirigy a biten.
"CC" - repedés a vágóban.
"CD" - vágókopás, forgásvesztés.
"CI" - átfedő kúpok.
"CR" - a bit lyukasztása.
"CT" - csorba fogak.
Az ER az eróziót jelenti.
"FC" - a fogak tetejének csiszolása.
"HC" - termikus repedés.
"JD" - idegen tárgyak kopása az alján.
„LC” - vágó veszteség.
"LN" - fúvóka elvesztése.

„LT” – Fogak vagy vágófogak elvesztése.
Az „OC” az excentrikus kopást jelenti.
"PB" - sérülések az utazások során.
"PN" - a fúvóka eltömődése.
„RG” – külső átmérőjű kopás.
"RO" - gyűrű alakú kopás.
"SD" - a bit lábának sérülése.
"SS" - önélező fogak kopása.
"TR" - gerincek kialakulása az alsó lyukon.
"WO" - műszeröblítés.
"WT" - fogak vagy vágóélek kopása.
"NEM" - nincs kopás.

R a fúrás emelésének vagy leállításának oka.
"BHA" - BHA változás.
"CM" - fúróiszap kezelés.
"CP" - magozás.
"DMF" - Fúrólyuk motor meghibásodása.
"DP" - cementfúrás.
"DSF" - fúrósor baleset.
"DST" - formációs tesztek.
"DTF" - Fúrólyuk szerszámhiba.
"FM" - a geológiai környezet változása.
"HP" - baleset.


"HR" - emelkedés az időben.
"LIH" - szerszámvesztés az alsó furatnál.
"LOG" - geofizikai kutatás.
A "PP" a nyomás növekedése vagy csökkenése a felszállóban.
A "PR" a fúrási sebesség csökkenése.
"RIG" - berendezések javítása.
A "TD" a tervezési arc.
"TQ" - nyomaték emelkedés.
"TW" - szerszám hajtóka.
WC - időjárási viszonyok.

A PDC bitek jellemzői az alábbi videóban.
































































A megjegyzés sikeresen elküldve.